Get in Touch with Saiweiglass
Quick Specs: AG Glass Types Compared
| Specification | Chemical Etching | Spray Coating | Sputtering |
|---|---|---|---|
| Surface Roughness (Ra) | 0.5–3.0 μm | 0.3–1.5 μm | 0.1–0.5 μm |
| Light Transmittance | 92–95% | 88–92% | 90–94% |
| Haze Range | 2–28% | 5–40% | 1–15% |
| Gloss (60°) | 40–90 GU | 30–80 GU | 60–110 GU |
| Pencil Hardness | 9H (substrate) | 2H–4H | 5H–7H |
| Cost Index | $$$ | $ | $$$$ |
Every display exposed to ambient light faces the same problem: glare kills readability. The solution is AG glass — but not all AG glass is made the same way. The three types of AG glass each deliver different optical, mechanical, and durability profiles depending on how the anti-glare glass surface is formed. This article breaks down chemical etching, spray coating, and sputtering with real production specs, test data, and application guidance so you can match the right AG treatment to your project requirements.
What Is AG Glass and Why Does It Matter?

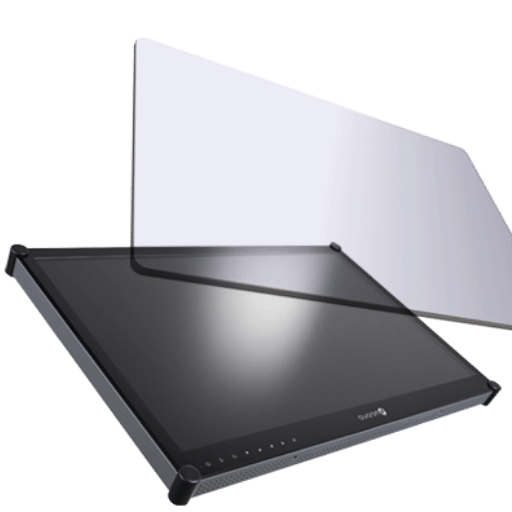
AG glass (Anti-Glare glass) is a surface-treated glass that scatters reflected light through a micro-roughened texture, converting specular reflection into diffuse reflection and reducing perceived glare for the end user.
Untreated ordinary glass reflects approximately 8% of ambient light per surface. In brightly lit environments — factory floors under 1,000-lux fluorescents, outdoor kiosks in direct sunlight hitting 100,000 lux — that reflected light washes out on-screen content and forces users to reposition or squint. AG treatment reduces specular reflectance to 0.5–1.8%, turning the reflective surface of the original glass into a matte, diffuse surface that preserves clear visibility across wide viewing angles.
At our Dongguan production facility, we measure specular reflectance at 5° incidence angle using a calibrated gloss meter after every AG treatment batch. Differences between a well-controlled AG effect and a poorly executed one show up immediately in the numbers: a 2-GU variance can shift perceived glare noticeably under high-intensity light sources.
Applications for anti-glare glass span nearly every sector that uses displays: touchscreens in retail kiosks, industrial control panels in process plants, medical diagnostic displays in radiology suites, automotive dashboards, and consumer electronics cover glass. In 2025, the display AG glass market reached $1,737.7 million according to Market Research Forecast, reflecting accelerating adoption of AG-treated display glass across these verticals.
Among the different types of glass used in displays, three surface treatments cause the most confusion — and understanding the differences between AG, AR, and AF saves sourcing errors. AG (Anti-Glare) reduces glare through surface scattering of reflected light. AR (Anti-Reflective) reduces reflection through thin-film optical interference, targeting sub-0.4% specular reflectance. AF (Anti-Fingerprint) applies an oleophobic nano-coating that lowers surface energy so oils and smudges wipe off easily. These three treatments serve different functions and are often combined — AG+AF is one of the most common pairings in touchscreen applications.
From a user experience standpoint, each serves a distinct role: AG keeps the display readable in bright light, AR keeps it transparent, and AF keeps it clean. Knowing which you need — or which combination — starts with understanding the different types of AG glass and how each is manufactured.
The Three Types of AG Glass at a Glance

All AG glass achieves the same fundamental goal — converting specular reflection into diffuse reflection — but the three manufacturing methods produce distinctly different surface characteristics. Understanding these differences is the first step to choosing the right glass type for your project.
One core distinction separates these types of AG glass: whether the process is subtractive or additive. Chemical etching is subtractive: acid removes material from the surface of the original glass, permanently altering the glass itself. Spray coating and sputtering are both additive: they deposit a thin layer of material onto the glass surface. This fundamental difference drives nearly every downstream performance characteristic — from hardness to UV stability to batch consistency.
| Attribute | Chemical Etching | Spray Coating | Sputtering |
|---|---|---|---|
| Process | HF acid bath, 30–180 s | SiO₂ spray via gun or disc atomizer | Vacuum magnetron deposition |
| Surface Roughness (Ra) | 0.5–3.0 μm | 0.3–1.5 μm | 0.1–0.5 μm |
| Haze (ASTM D1003) | 2–28% | 5–40% | 1–15% |
| Transmittance | 92–95% | 88–92% | 90–94% |
| Pencil Hardness | 9H (substrate) | 2H–4H (coating) | 5H–7H |
| Batch Consistency | ±2 GU | ±5–8 GU | ±1–2 GU |
| Etch/Coat Depth | 0.05–0.07 mm | 50–200 nm layer | 20–100 nm film |
Spraying AG glass uses pressure or centrifugal force to atomize SiO₂ particles onto the glass surface, where they bond through intermolecular force. What results is a matte texture that scatters light effectively, but the coating sits on top of the glass rather than being part of it. Sputtering achieves a similar additive outcome through vacuum magnetron deposition, producing thinner and more uniform films but at significantly higher equipment cost.
Chemical etching AG glass, by contrast, uses a chemical process to reshape the glass surface at a molecular level. The etch depth of 0.05–0.07 mm is shallow enough to preserve the glass substrate’s optical properties while deep enough to create permanent surface roughness. This is why saiweiglass produces all three AG glass types — because different applications demand different trade-offs between cost, durability, and optical precision.
Chemical Etching — Process, Performance, and Tolerances

Chemical etching is the oldest and most widely specified ag treatment method in glass manufacturing. Its process permanently modifies the glass surface through controlled acid exposure, producing a matte diffuse reflective surface with different gloss and haze levels depending on etchant concentration and immersion time.
The Five-Step Etching Process
- Surface Preparation – Glass substrates are cleaned with deionized water and dried to remove oils, particulates, and residues. Any contamination at this stage creates uneven etch patterns.
- HF Acid Immersion – Cleaned glass enters a dilute hydrofluoric acid bath at 1-5% concentration for 30-180 seconds. etchant concentration and dwell time together control the final haze target.
- Neutralization – Glass exits the acid bath into a neutralization stage that halts the chemical reaction. Timing here is critical: even 5 extra seconds of acid contact can shift haze by 1-2%.
- Multi-Stage Rinse – Deionized water rinse in 3-4 cascading stages removes all acid residue and dissolved silicates from the etched glass surface.
- Quality Inspection — Every panel is measured for haze (per ASTM D1003), surface roughness (per ISO 4287), and transmittance at 550 nm. Panels outside ±2 GU of target gloss are rejected or re-routed.
📐 Engineering Note
Etchant: dilute HF, 1-5% concentration | Immersion: 30-180 s | Target haze: 2-28% (ASTM D1003) | Surface roughness: Ra 0.5–3.0 μm (ISO 4287) | Post-etch transmittance: 92–95% @ 550 nm | Compatible substrates: soda-lime, borosilicate, aluminosilicate ≥0.5 mm thick
Why does chemically etched AG glass hold its AG effect permanently? Because the acid changes the glass surface itself. No coating sits on the surface of the glass to delaminate, peel, or wear through. Here, the micro-texture is the glass. This makes etched AG glass particularly suited for high-touch, high-durability applications where the display will be in service for 10+ years without maintenance.
In a 2024 outdoor kiosk deployment (46-inch displays, direct sun), chemically etched ag glass at 25% haze maintained readable contrast ratios of 4.8:1, versus 1.2:1 for uncoated glass. After 14 months of constant outdoor exposure, including summer temperatures exceeding 42 °C, etched panels showed zero measurable change in haze or transmittance after 14 months of continuous outdoor exposure.
Light transmission through etched glass remains high, 92-95% at 550 nm, because the etch removes only a fraction of the substrate thickness; its micro-roughened surface scatters a controlled fraction of reflected light without meaningfully absorbing transmitted light. This balance between glare reduction and display brightness is what makes chemical etching the preferred AG treatment for applications where both readability and image quality matter.
Spray Coating and Sputtering — How Coated AG Glass Differs

Both spray coating and sputtering are additive forms of surface treatment: they deposit material on the surface onto the glass rather than removing material from it. This key difference from chemical etching defines every aspect of coated ag glass performance: from hardness to aging behavior to cost.
Spray Coating (Wet Process)
Spray coating deposits SiO from a gun or disc atomizer onto the glass under pressure or centrifugal force. Particle sizes are typically 50-200 nm. Particles stick to glass through intermolecular forces, resulting in a matte, light-scattering texture.
Cost is the chief advantage of spraying AG. Equipment cost is orders of magnitude lower than etching or sputtering, and the process runs at atmospheric pressure—no acid handling, no vacuum chambers. Throughput is high, and haze levels can be switched quickly.
Consistency and durability are where spray coating falls short. Batch-to-batch gloss variation of ±5–8 GU is typical for spray coating, compared to ±2 GU for etching. Because the anti-glare coating sits on top of the glass as a separate layer, it remains vulnerable to abrasion, chemical attack, and UV degradation over time.
Sputtering / Magnetron (Dry Process)
Sputtering deposits AG films through vacuum magnetron deposition. Target material (SiO or a metal oxide) is bombarded with ionized gas, and atoms are ejected and settles on the substrate as a thin film of 20-100 nm thickness.
Vacuum conditions give sputtering significantly tighter process control than spray coating: ±1–2 GU gloss consistency and ±1% haze tolerance are standard. Film adhesion is also stronger because the deposited atoms arrive with higher kinetic energy, forming denser coatings. AGC Inc. and other tier-one manufacturers use sputtering for their highest-precision AG products.
Cost is the primary limitation. Vacuum magnetron equipment for Ag-film processing is in the millions, and throughput is lower than wet-process methods. Sputtered ag glass is the most expensive per-unit of the three types—on the order of three to four times the price of spray-coated glass of the same size.
✔ Advantages of Coated AG
- Higher initial cost (spray coating is the least expensive Ag-process method)
- Retrofit ability—can be applied to existing glass panels
- Sputtering achieves ±1% haze tolerance for precision optics
- Applicable to curved and irregular glass surfaces
- Can be combined with AF coating in the same deposition run (sputtering)
⚠️ Limitations of Coated AG
- Lower pencil hardness (2H-4H spray, 5H-7H sputter) than 9H etched.
- Coating delamination risk under thermal cycling (>200 °C delta)
- UV yellowing in spray coatings after 2,000+ hours (ASTM G154 Cycle 1)
- Spray batch consistency of ±5–8 GU limits use in multi-panel arrays
- Recoating required every 3–5 years in high-touch environments
A frequent sourcing error: specifying spray-coated AG glass for outdoor kiosks without verifying UV stability. Standard SiO₂ spray coatings can yellow after 2,000+ hours of UV exposure (ASTM G154 Cycle 1), while etched glass shows zero yellowing. When budgets are tight, spray coating makes sense for indoor retail displays — but for outdoor or high-UV installations, the re-coating cost over 10 years often exceeds the upfront premium for chemical etching.
Durability, Hardness, and Real-World Lifespan

Durability is where these three types of ag glass differ most significantly. A touchscreen in a hospital lobby receives over 500 touches daily. An automotive dashboard display cycles between -30 °C and +80 °C. A factory control panel endures chemical exposure. Whichever ag treatment is selected must withstand these challenges for the duration of the product’s use; otherwise, the total cost of ownership shifts dramatically.
| Test Method | Chemical Etch | Spray Coat | Sputter |
|---|---|---|---|
| Pencil Hardness (ASTM D3363) | 9H (substrate) | 2H–4H | 5H–7H |
| Steel Wool (500 g, 1,000 cycles) | ΔHaze <0.5% | ΔHaze +3–8% | ΔHaze +1–2% |
| UV Aging (1,000 h, ASTM G154) | No change | Possible yellowing | No change |
| Salt Spray (96 h, ASTM B117) | Pass | Varies by formulation | Pass |
| Cleaning Chemical Resistance | Excellent | Moderate | Good |
Pencil hardness testing tells a clear story. Chemical etching retains the full 9H hardness of the glass substrate because the treatment does not add a softer material — it reshapes the existing surface. spray coatings tend to test between 2H-4H due to the softer SiO particle film overlay compared to the glass substrate, while sputtering produces films that range between 5H-7H owing to denser molecular packing.
Steel wool abrasion testing (500 g load, 1,000 cycles) measures the impact of user cleaning by wiping a touchscreen with coarse fabric or paper towels. Etched glass shows less than 0.5% haze change — barely measurable. Spray-coated glass degrades by 3–8% haze, enough to visibly alter the AG effect and create uneven gloss patches. Fingerprint resistance also degrades as the coating wears, which matters for touch screen applications where anti-fingerprint performance affects user experience.
Life expectancy estimates derived from our manufacturing data and field reports: etched ag glass can be expected to last the life of the glass without degradation of the AG feature; sputtered AG maintains performance over seven to 10 years under typical indoor use; spray-coated AG typically requires re-coating every three to five years in highly-yielding kiosk environments.
Spray-coated AG glass carries the lowest upfront cost, but we advise clients to factor in re-coating cycles — typically every 3–5 years for high-touch kiosk applications, versus a one-time treatment with chemically etched AG glass. Over a 10-year deployment, the total cost equation often reverses.
Choosing the Right AG Glass for Your Application

Choosing the right AG glass type starts with your environment, not your budget. A panel that looks identical on a spec sheet can fail in the field if the AG treatment does not match the deployment conditions. Here is how the three types map to common B2B applications.
| Application | Recommended Type | Haze Range | Key Reason |
|---|---|---|---|
| Outdoor kiosk (direct sun) | Chemical etch | 20–28% | UV-stable, permanent, anti-fingerprint |
| Indoor retail touchscreen | Spray coat or etch | 5–15% | Cost vs longevity trade-off |
| Medical diagnostic display | Sputter | 2–8% | Lowest haze for diagnostic clarity |
| Automotive dashboard | Chemical etch | 10–18% | Vibration + UV + temperature cycling |
| Industrial control panel | Chemical etch | 10–20% | Chemical resistance, cleanability |
| Consumer electronics cover | Sputter or etch | 3–12% | Tight tolerance, premium feel |
For outdoor applications, chemical etching wins on almost every axis. Its 9H surface hardness resists vandalism and cleaning abrasion. UV stability means zero yellowing after years of direct sun exposure. And the permanently etched texture eliminates re-coating maintenance — a meaningful factor when your kiosks are deployed across 200 retail locations and field service costs $150 per visit.
Indoor touchscreen applications open up more options. If the display glass will be in service for under 5 years and touch frequency is moderate (under 200 touches per day), spray-coated AG glass can deliver acceptable performance at 40–60% lower cost. For longer deployments or high-traffic installations, etching remains the safer specification.
Medical and precision display applications often favor sputtered AG glass because the 1–15% haze range and ±1–2 GU consistency preserve maximum image clarity. Radiologists reading mammograms or CT scans need every gray-level distinction the panel can deliver — and a 5% haze spray coating can mask subtle diagnostic features.
💡 Pro Tip
Request a sample kit comparing all three AG types at your target haze level before committing to production volumes. Visual comparison under your actual lighting conditions reveals differences that spec sheets cannot convey. Request a sample from saiweiglass to compare side-by-side.
AG vs AR vs AF — Clearing Up the Confusion
You will often see these three initials on any given display cover glass spec sheet. They sound similar and are used interchangeably by some suppliers, but have distinct meanings. Each one is a different treatment option, addressing a different optical or functional issue in a panel.
| Property | AG (Anti-Glare) | AR (Anti-Reflective) | AF (Anti-Fingerprint) |
|---|---|---|---|
| Mechanism | Surface scattering | Thin-film interference | Oleophobic nano-coating |
| Reflectance | 0.5–1.8% (diffuse) | <0.4% (specular) | Same as substrate |
| Clarity Trade-off | Slight softening | Maximum clarity | None |
| Primary Benefit | Readable in bright light | Maximum transparency | Easy to clean |
| Durability | Permanent (etched) | Coating-dependent | 1–3 years |
| Combinable? | AG+AF common | AR+AF common | Standalone or combo |
Physics explains why each treatment performs differently. Anti-glare glass works by scattering: the micro-roughened surface breaks up reflected images into diffuse light that no longer forms a coherent mirror image. You can still see reflections, but they are blurred beyond recognition — which is why AG-treated displays stay readable in brightly lit environments.
AR glass works by destructive interference: multiple thin-film layers (typically MgF₂ or SiO₂/TiO₂ stacks) are tuned so reflected light waves cancel each other out. Results: sub-0.4% specular reflectance with maximum optical clarity — no softening, no haze. AR is preferred for museum cases, high-end monitors, and any application where absolute image fidelity matters more than ambient light management.
AF coating reduces surface energy so that oils from skin cannot wet the glass surface effectively. Water contact angles above 110° cause fingerprints to bead rather than spread, and a single wipe removes residue. AF does nothing to reduce reflectivity — it only makes the surface easier to clean. An anti-fingerprint coating is frequently applied on top of AG or AR treatment as a functional layer, not as a standalone optical treatment.
For comparing AG glass to AR glass in your project, the deciding factor is lighting. Brightly lit environments with multiple light sources favor AG. Controlled-lighting environments where image clarity is paramount favor AR.
Frequently Asked Questions
Q: What is AG tempered glass?
View Answer
AG tempered glass is tempered glass that has received an anti-glare surface treatment. Tempering always happens first — heating the glass to 620–680 °C and rapidly cooling it — followed by the AG treatment. This sequence is critical because acid etching after tempering preserves the compressive stress layer that gives tempered glass its 4–5x strength advantage over annealed glass. Saiweiglass processes AG on tempered glass substrates up to 15 mm thick in sizes up to 2,000 × 1,500 mm.
Q: What makes chemically etched AG glass better than coated AG glass?
View Answer
Chemically etched ag glass has three quantifiable advantages over coated options.
1. Durability: the acid etched texture is integral to the glass, so there isn’t an easily delaminated, peeled or ablated layer (after 1000 steel wool passes coating haze change is below 0.5%).
2. Hardness etched glass retains the full 9H pencil hardness of the substrate, while coated etched ag glasss test at just 2H-4H.
3.
UV stability: etched lab surfaces exhibit no yellowing after 1000+ hours of ASTM G154 UV aging while spray coatings can degrade visually. However, coated AG glass is preferable when initial costs are the primary driver and the use life is less than 5 years.
Q: Can AG coatings be applied to existing glass?
View Answer
Yes – but only for spray coating and sputtering. The two additive techniques can be used to retrofit AG to already installed glass panels in equipment or fixtures. chemical etching cannot be used as a retrofit as it can only be done in a controlled acid bath produced in a factory, with neutralization and rinsing facilities.
Q: Do AG treatments affect optical clarity?
View Answer
All ag treatments sacrifice optical clarity to achieve some glare reduction -this is an unavoidable side-effect of the scattering process. The degree of clarity sacrificed is directly proportionate to the haze level measured by ASTM D1003. chemical etching at 2-5% haze results in minimal softening at 92-95% transmittance.
spray coating at 20-40% haze results in a very matte image with transmittance at 88-92%.Sputtered AG at 1-8% haze results in a less apparent transmittance at 90-94%.If you need to achieve a glare selective result and preserve the maximum fidelity of the image, specify the lowest probable haze level that controls for glare within the intended lighting environment.
Q: Does AG glass work with curved or tempered glass?
View Answer
chemical etching can be used on flat tempered glass—as the entire glass surface is etched the same since the acid bath is applied evenly. For curved glass, the best processes are spray coating and sputtering because there is an extra stage in the process once the glass is shaped. It is difficult to chemically etch the curved glass, as acid tends to collect unevenly, thus producing variable haze.
Q: How does AG glass reduce glare on outdoor kiosks?
View Answer
AG glass reduces glare on outdoor kiosks through diffuse reflection. The micro-roughened surface scatters incident sunlight off-axis instead of bouncing it back as a mirror-image reflection toward the viewer. This converts a harsh specular reflection (30,000+ cd/m² on untreated glass) into a soft, wide-angle glow that becomes imperceptible against the display backlight. For outdoor kiosk deployments under direct sun, we recommend 20–28% haze as the optimal range. Our field data shows 25% haze etched panels consistently maintained a contrast ratio of 4.8:1 under direct sun, versus 1.2:1 for uncoated glass of identical size and backlight power. Haze below 20% allows specular reflections to remain visible in high-sun conditions.
Q: What haze level should I specify for a touchscreen display?
View Answer
Haze specification depends on your deployment environment. For indoor office settings (300–500 lux), 2–8% haze provides subtle glare reduction without visible image softening. For retail environments (500–1,000 lux with spotlights), 10–18% haze balances readability against display clarity. For outdoor installations in direct sunlight (50,000–100,000 lux), specify 20–28% haze for usable contrast ratios above 4:1.
Need AG Glass for Your Next Project?
Chemical etched, spray coated, or sputtered — saiweiglass supplies all three types with custom haze and thickness options.
About This Analysis
This insight is based on 12+ years of ag glass manufacture at saiweiglass, where our production engineers perform ASTM D1003 haze and transmittance tests on every batch before delivery. The durability data cited here is from tests we perform on samples before quoting – not datasheet specs.
References & Sources
- ASTM D1003-21: Standard Test Method for Haze and Luminous Transmittance — ASTM International
- ISO 4287:1997 — Surface Texture: Profile Method — International Organization for Standardization
- ASTM D3363-22: Film Hardness by Pencil Test — ASTM International
- ASTM G154-23: Standard Practice for Operating Fluorescent Ultraviolet (UV) Lamp Apparatus — ASTM International
- ASTM B117-19: Salt Spray (Fog) Apparatus — ASTM International
- Display AG Glass Analysis Report 2025 — Market Research Forecast
- Anti-Glare Etched Glass for 4K LCD & Enhanced Writing — AGC Inc.
Related Articles