Get in Touch with Saiweiglass
Optical Bonding Solutions — Professional Glass-to-Display Bonding Services
We eliminate the air gap between your cover glass and lcd panel to deliver optically bonded displays with superior sunlight readability, condensation prevention, and impact resistance. From prototype to mass production.
10+
Years Experience
1M+
Annual Capacity
3
Factories
50+
Technicians
What Is Optical Bonding?
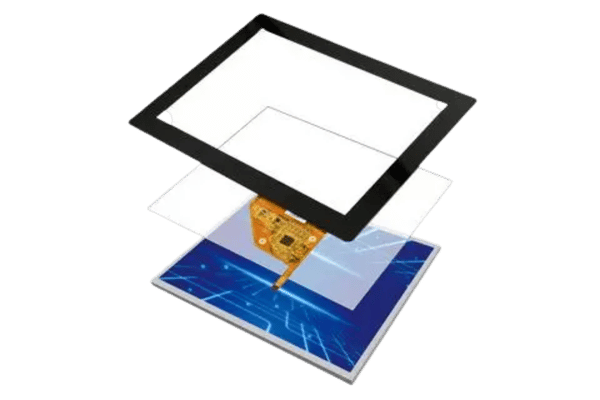
Optical bonding is a manufacturing process that permanently attaches a protective glass or touchscreen panel to an LCD display using an optically clear adhesive. The goal: eliminate the air gap that causes glare, condensation, and reduced readability in harsh environments.
In a standard display assembly, the cover glass sits above the lcd panel with a thin layer of air between them. That air gap creates two additional glass-to-air interfaces where light undergoes refraction and internal reflection. The result is washed-out images, especially under direct sunlight, and a space where dust and moisture can accumulate over time.
An optically bonded display replaces that air gap with a layer of adhesive whose refractive index closely matches glass (typically 1.47-1.50). This dramatically reduces reflections at the bonding interfaces and creates a monolithic optical stack. The practical outcome: improved contrast ratio, accurate touch response on touchscreen panels, and a sealed assembly that resists condensation, vibration, and impact.
How Optical Bonding Works — The Process
The optical bonding process varies based on whether LOCA or OCA adhesive is used, but the core sequence follows the same logic:
01
Surface Cleaning & Plasma Treatment
02
Adhesive Application (LOCA Dispense or OCA Lamination)
03
Vacuum Defoaming & Alignment
04
UV Light Cure or Pressure Cure
05
QC Inspection & Bond Strength Test
Cleaning is critical. Even a single particle trapped in the bond line creates a visible defect. Our 10-tank ultrasonic cleaning line removes sub-micron contaminants before plasma treatment activates the glass surface for optimal adhesive wetting. After adhesive application, vacuum defoaming removes trapped air bubbles-a step that separates reliable optical bonding from poor-quality assemblies that develop voids over time.
Optical Bonding vs Air Bonding — Key Differences
Air bonding (also called air-gap bonding) simply holds the cover glass above the display using a gasket or frame, leaving the air gap intact. Here is how the two approaches compare with real-world performance data:
| Parameter | Optical Bonding | Air Bonding (Air Gap) |
|---|---|---|
| Air Gap | Eliminated | Present (0.3–1.0 mm typical) |
| Surface Reflection | ~0.5–1.5% | ~4–8% |
| Sunlight Readability | Excellent—high contrast ratio maintained | Poor under direct sunlight |
| Condensation Risk | None—sealed bond | High in humid/marine environments |
| Impact / Shock Resistance | High—adhesive absorbs energy | Lower—glass unsupported |
| Touch Accuracy | Improved—reduced parallax | Standard |
| Display Brightness Needed | Lower (saves power) | Higher backlight required |
| Weight | Slightly higher (+adhesive layer) | Slightly lighter |
| Reworkability | Limited (LOCA) / Moderate (OCA) | Easy disassembly |
| Cost | Higher per unit | Lower per unit |
Our take:
Air bonding makes sense for indoor, climate-controlled applications where cost is the primary driver. But for any display facing sunlight, temperature swings, vibration, or moisture-industrial HMIs, marine electronics, medical devices, automotive dashboards-optical bonding pays for itself through reduced field failures and improved operator usability. We have seen customers switch from air bonding to optical bonding after experiencing condensation failures in the field, and the total cost of rework always exceeds the upfront bonding investment.
Types of Optical Bonding Materials — LOCA, OCA & More
The adhesive is the heart of any optical bonding process. Choosing the right material determines optical performance, durability, temperature range, and reworkability of the bonded display assembly.
LOCA Bonding (Liquid Optically Clear Adhesive)
LOCA is a liquid resin-typically silicone-based, polyurethane, or epoxy-based-dispensed directly onto the display surface. After the cover glass is aligned and placed, uv light initiates the cure cycle that converts the liquid adhesive into a solid, transparent bond layer.
When we recommend LOCA: Non-standard panel sizes, curved displays, assemblies with uneven surfaces or large gaps, and applications requiring wide temperature tolerance (-40 C to +85 C). LOCA excels where the adhesive needs to flow and conform. Its main trade-off: the bonding process is slower and more operator-dependent, and rework is difficult once cured.
We use precision dispense equipment to control the volume of liquid adhesive onto each panel, then vacuum defoam the eliminate bubbles out before UV bonding. Underfilled panels have voids; overfilled panels have squeeze-out which contaminates the display edges. Achieving the right volume means having plenty of experience with each panel geometry.
OCA Bonding (Optically Clear Adhesive)
OCA is a die-cut pre-formed solid film of optically adhesive that is laminated between the cover glass and lcd panel under pressure, with final lamination done in a vacuum lamination chamber. No UV cure is required-the adhesive bonds instantly when pressed.
When do we specify OCA: standard rectangular panels, high throughput, time-critical production runs, applications where future rework of the display structure may be anticipated. OCA films tend to have incredibly evenly bond-line thickness (50 – 200 m typical), which is important to optical uniformity across the display.
The problem: OCA films are not flexible to uneven topographies, deep step heights or curved geometries. For panel pcs and flat cover glass industrial touchscreen, the use of OCA tends to be the better approach in most cases.
Choosing the Right Adhesive for Your Application
| Criteria | LOCA | OCA |
|---|---|---|
| Surface Conformity | Excellent | Good (flat surfaces) |
| Bond Uniformity | Operator-dependent | Factory-controlled thickness |
| Cure Method | UV light / thermal | Pressure (no cure needed) |
| Cycle Time | Longer (cure step) | Shorter |
| Reworkability | Difficult | Moderate (heat separation) |
| Curved / Irregular Shapes | Yes | Limited |
| Temperature Range | -40 to +85 °C typical | -30 to +80 °C typical |
| Best For | Marine, aerospace, large/custom panels | Panel PCs, standard HMIs, high-volume |
What we sometimes do in practice:
Use a hybrid structure. If Anlinis lcd panel with a deeper bezel step, using OCA in the active display area and a LoCA fill for the step between the bezel and the glass edge can work fine. The optimum solution depends on the geometry, volume, and environmental sensitivity.
Not sure which adhesive is right for your project?
Discuss Your Requirements with Our EngineersBenefits of Optical Bonding for Industrial Displays
Optical bonding provides measurable benefits in four key areas. These are not just theoretical advantages-they are the basis for the choice for customers in the marine, medical, industrial sectors who specify optically bonded displays.
Enhanced Sunlight Readability & Reduced Glare
Any light incident on a glass-to-air interface is reflected. In a typical air-bonded assembly, there are four glass-to-air interfaces, which produce up to 8% reflection. The second optical bonding eliminates the air gap interface reduces this to about 1.5%. The display can be easily read in direct sunlight without maximum backlighting, which is both power-efficient and system-efficient.
Improved Durability & Shock Resistance
The adhesive layer is a structural bond that distributes impact energy across the entire display rather than localizing it at the mounting holes. Drop and vibration testing by the Sproue Hidkip facility shows that optically bonded assemblies perform better than air-bonded versions. The adhesive prevents glass shattering because it retains loose fragments after fracture. In equipment exposed to harsh environments of construction, mining, boatboard, and military, shock and vibration, this is no comparison between Jotifeh and traditional air-bonded assemblies-the Jotifeh is part of the equipment specification.
Accurate Touch Response & Sensitivity
air gaps introduces parallax: The eye’s line of sight is one place, the touch registration is another, between the Touch will Grove is another place the eye’s line of sight is one place, the touch registration is one place, between the Touch will Grove layer and the lcd panel. optical bonding brings direct contact (through the adhesive) of the cover glass with the lcd panel and touch sensing layer, dramatically reducing parallax to allow accurate touch registration. In industrial and medical touch displays we compare a considerable 15 – 20% improvement in precise touch indication with our bonded versions compared to air-locked counterparts.
Condensation Prevention & Environmental Protection
Something about a window nicked on the edge of a display assembly, which scratches, corrodes, and has permanent consequences for the lcd panel. Optical bonding eliminates the air gap completely, sealing the enclosed air volume where moisture settles during temperature cycling. This is why marine, field, and cold-storage applications nearly always specify optical bonding. With rigorous IP code perimeter sealing, the optically bonded display can operate in rapid humidity change and temperature cycling with no fogging.
Optical Bonding Applications by Industry
Optically bonded glass assemblies we produce for five large sectors, each with different glass type, surface treatment, environmental sealants, and certification.
Industrial Touch Panels & HMI Displays
Factory automation, panel pcs, CNC controls, and SCADA interfaces provide a demanding environment for vibration, dust, and wide temperature bands. We bond chemically strengthened soda-lime or aluminosilicate cover glass to an AG or TFT LCD module providing a sealeded, glare-protected assembly operating 24/7.
Medical Device Display Glass
Patient monitors and diagnostic equipment need optically bonded assemblies with biocompatible surfaces that can be cleaned with aggressive disinfectants. We hold Medical Device Biocompatibility certification and manufacture sealed panels with AF beaded surfaces for a clinical experience.
Automotive & Marine Display Bonding
Dash displays, infotainment, and marine vehicle panels experience direct sun, extreme temperature changes, salt spray, and constant vibration. optical bonding with LOCA is our recommended marine option-adhesive blends these attributes into a flexible, user-definable temperature package.
Aerospace & Military Display Solutions
Pilot displays and rugged field equipment demand extreme know-how. We quote protective glass assemblies bonded for impact resistance and shock, with surfaces customized for night-vision or high-brightness sun-light viewables.

Smart Home & IoT Device Panels
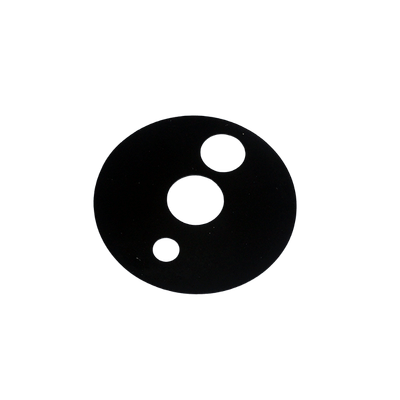
Smart thermostats, ZunimeshetSilap, and conventional home management panel interfaces demand pristine images in a small enclosure. We bond cover glass as thin as 0.7 mm to small TFT LCD displays with Fingerprint resistant AF coating and seamless optical bonding presentation.
SW Glass Optical Bonding Capabilities & Process
We do not subvert optical bonding. All operations-from glass cleavage and strengthening to adhesive application, quality control-are done at our own facilities. This provides quality controls at scale.
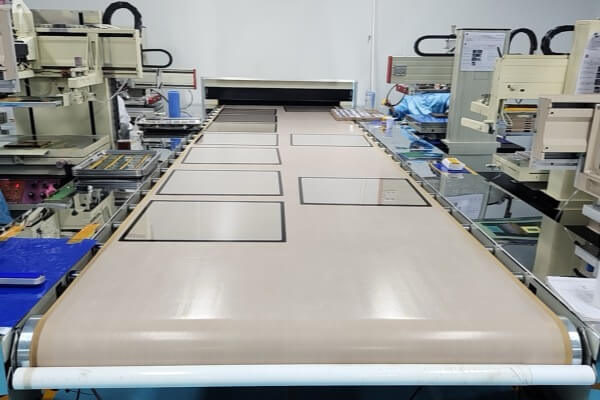
Our In-House Optical Bonding Production Line
All optical bonding produced at Dongguan Tangxia factory. 10 tanks ultrasonic cleaning, plasma condition and OCA lamination, UV defoaming and Nimug farfisa bake chambers, QC inspection in a single clean-room makes it unique. Driven by 80,000m soft, flexible optical bonding can be completed to same quality as other components being prepared by several different suppliers.
Glass Types We Bond
Soda Lime
All around common building, field, and marine product. Economical, 0.7-3.9 mm bulk supply, chemically reinforced CS>450 MPa, DOL>8 m.
Aluminosilicate
Improved impact and scratch performance with high strength and native strength. Typically applied for the thinnest cover glass in medical devices.
Corning Gorilla Glass
To serve our consumer grade durability needs. We process and bond Gorilla Glass for IoT panels as well as high-end industrial touchscreens.
Low-iron glass
For maximum optical clarity (transmittance >91%) in color critical displays for medical diagnostics and graphic arts.
Surface Treatments Combined with Optical Bonding
optical bonding is seldom used alone. We typically couple it with one or more additional surface treatments on the cover glass to fulfill specific environmental and operational requirements-
| Treatment | Function | Typical Combo with Optical Bonding |
|---|---|---|
| AG Etching (Anti-Glare) | Scatters reflected light to reduce glare | Outer surface AG + inner surface optical bonding |
| AR Coating (Anti-Reflective) | Multi-layer thin-film reduces reflection to <0.5% | Outer surface AR + optical bonding |
| AF Coating (Anti-Fingerprint) | Oleophobic layer for easy cleaning | Outer surface AF + AG or AR + optical bonding |
| ITO Coating | Transparent conductive layer for touch sensors | ITO on inner surface + optical bonding to LCD |
AG Glass specification range we produce (derived from our manufacturing data)-
| Parameter | Specification | Test Method |
|---|---|---|
| Gloss | 50–70 ±10 | 60° gloss meter |
| Haze | 4.7–11 | Haze meter |
| Surface Roughness (Ra) | 0.12–0.15 μm | Profilometer |
| Transmittance | >89% | Spectrophotometer |
| Thickness Range | 0.7–3.9 mm | — |
| AG Etching | Single side or double side | — |
| Chemical Strengthening | CS >450 MPa, DOL >8 μm | Surface stress meter |
Certifications & Quality Assurance
Quality is not a slogan-it is a system. We maintain:
ISO 9001:2015
Certified quality management system encompassing all optical bonding and glass processing activity
EN 12150
Compliant by European standards for thermo-tempered safety glass
Medical Device Biocompatibility
Materials and processes validated for medical device display requirements
SEB Group Production Authorization
Approved supplier for SEB Group( Fortune 500, brands including Tefal)
Our QC department utilizes a BM-7 color analyzer for optical repeatability testing, drop test balls for impact validation, electrostatic field testers, hydrostatic impact validation, dedicated bond strength testing equipment to measure peel and shear, and a salt spray apparatus for corrosion testing. Every optically bonded display is inspected visually in a light-tight enclosure for bubbles, edge seal integrity and tolerances.
Optical Bonding Cost Factors & Procurement Guide
optical bonding adds a premium to the cost of a display assembly. Having an understanding of the factors that influence the added cost, gives you the tools to make effective purchasing decisions and to avoid suckering.
What Affects Optical Bonding Pricing?
01
Panel Size & Shape
Larger panels require more adhesive and longer processing. Non-rectangular shapes add die-cut tooling costs for OCA or dispensing programming for LOCA.
02
Adhesive Type
LOCA bonding typically costs more per unit than OCA due to longer cycle times and UV cure requirements. High-temperature or specialty resin formulations carry a material premium.
03
Glass Type & Treatments
Gorilla Glass and aluminosilicate cost more than soda-lime. Each surface treatment (AG etching, AR coating, AF coating) adds a processing step and cost layer.
04
Volume & Yield
Higher volumes drive per-unit cost down significantly. Optical bonding has inherent yield losses (typically 2–5% for bubble defects), which are amortized across larger runs.
05
Quality & Certification
Medical or aerospace certifications require additional documentation, lot traceability, and testing. These are real costs that should be factored in from the start.
06
Custom Features
Printed bezels (multi-color screen printing), cut holes, grooving, and edge finishing add post-processing steps. Discuss all features upfront to get an accurate quote.
How to Request a Custom Optical Bonding Quote
In order for us to give you a realistic quotation quickly, the following is required:
- Specification for display- Resolution, size, interface or a datasheet/part number
- Cover glass requirements: material, thickness, surface treatments, printing/artwork
- adhesive preference (OCA or LOCA) or allow us to recommend for your application
- Environmental requirements: operating temperature range, IP rating, outdoor/indoor use
- Target volume (annual and initial order quantity)
- Certification requirements (ISO, medical, automotive, military)
Our initial quote is typically provided within 2 working days. First-article samples are available within 7-10 working days after specification set is finalized.
Case Studies — Optical Bonding Projects by SW Glass
Actual projects, actual specs. Each of these three case histories detail how glass selection, surface treatments, and the application of optical bonding were used for real-world application solutions-
Case Study 1: Marine Navigation Display — AG Etched + Optically Bonded Cover Glass
Challenge
A marine electronics manufacturer required a cover glass for a navigation display deployed on trawlers and other cargo ships. The display had to be functional under direct sunlight, resistant to salt spray corrosion, and prevent internal condensation during rapid temperature shifts traveling between air conditioned bridge interiors and open deck installations.
Solution
Single side AG etch on the outer surface ( Glaze 50, Haze 11) for aggressive glare reduction suitable for direct sunlight condition combined with LOCA optical bonding on the inner surface to prevent condensation and improve readability. Four color screen printing for navigation legends and bezels. Chemical reinforcement to CS of >450 MPa provided the impact strength required for open waters.
Outcome
The optically bonded display passed 500 hour salt spray testing and thermal cycling from-20 C to +70 C without paint or condensation. The customer experienced a measurable increase in daytime readability versus their prior air bonded design, and had zero field returns relating to fogging during the first 18 months of their deployment. Certified under ISO 9001:2015
Case Study 2: Medical Device Display — Anti-Glare Optically Bonded Panel
The challenge
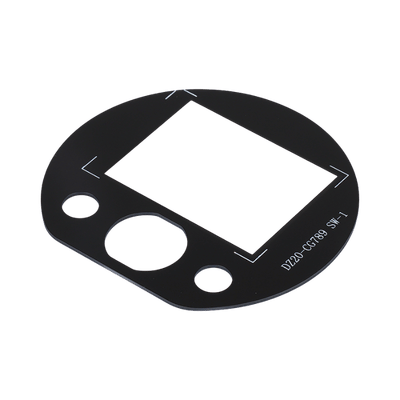
This medical device manufacturer needed a display panel for a patient monitoring system. The cover glass required anti-glare treatment to minimize reflections produced by surgical lighting overheads, optical bonding for consistent touchscreen operation from gloved fingers, and compatibility with medical-grade cleaning chemicals. Mechanical design features included four mounting holes and a routing groove, increasing bonding process's mechanical complexity.
The solution
For this device, we opted for a lighter AG etching profile (Gloss 70, Haze 4.7, Ra 0.12) than we would commonly employ on marine applications. Medical displays require some glare reduction, but image sharpness must not be compromised-pathology images and waveform displays need to be crisp. By selecting a lower haze figure, we retained delicate image detail while reducing specular reflections from the surgical lights. We used single-side AG etching on the outer surface, with optical bonding applied to the inner surface of the display.
The four mounting holes and routing groove on the bonding process motherboard were difficult to mask and required careful JHumesh application to prevent Jalkux contamination of the hole edges. Our design team created a custom LOCA pattern to ensure complete AG etch coverage of the active display area while applying adhesive away from the mounting features.
Outcome
The finished bonded panel passed Medical Device Biocompatibility tests. Nitrile glove contact tests showed that the touchscreen still registered correctly. The silver-antiglare surface passed 10,000 cycles of typical medical-grade cleaning chemical tests with no loss of optical performance.
Case Study 3: Industrial Crane HMI — Tempered Cover Glass with Optical Bonding
The challenge
This crane systems manufacturer needed an HMI display to be used in overhead crane control cabins. The display would be exposed to constant vibration, the temperature swings seen in steel mills and port facilities, and the shock impacts inflicted by falling tools and debris. Consumer-grade touchscreens would have proved unusable within weeks; this display needed to survive in these conditions.
The solution
In this case durability performance was key over optical refinement. Soda-lime glass was strengthened using chemical strengthening (CS >450 MPa, DOL >8 m), then optical bonding was applied to the TFT LCD display module. The optical bonding served a double purpose here, improving readability in the bright industrial environment, and-what was critical-increasing the structural support to the glass so vibration would no longer cause fatigue at the mounting holes.
We applied two-color screen printing (black bezel, white functional legends) before bonding the panel. We utilized OCA at this stage as the flat rectangular panel geometry was ideal for this, and the customer has an electronics replacement option should the LCD fail.
Outcome
The bonded HMI panels survived a prolonged vibration test aimed at simulating crane operation cycles, and met the customer's acceptance criteria for steel mill use. The OCA bond still retained the desired durability, while allowing ease of field servicing. Subsequent production of units for this application is steady, at over 500/month.
Why Trust SW Glass for Optical Bonding — Our Engineering Commitment
This information was provided by our optical bonding engineering team from data accumulated by our manufacturing sites across thousands of bonded display assemblies. We do not publish theoretical specifications or numbers-these are all from our manufacturing floor or QC laboratory.
15+ years developing cover glass and optically bonded assemblies for ABB, Schneider Electric, Siemens, Huawei, Toshiba, CAT, Leica, Kohler, SpaceX, Saint-Gobain, and SEB/Tefal.
50+ specialists working with glass production, finishing, and optical bonding. Engineers with expertise in optics, materials science, and process engineering.
Authorized ISO 9001:2015 holder, SEB Group (Fortune 500) approved producer, and Medical Device Biocompatibility authorizer.
We show our actual SG AG glass specifications, and give case studies and strengthening details. When unsure or unable to comment on some point, we qualify or indicate. We are up-front about tradeoffs-sometimes air bonding is all you need, and we will tell you if optical bonding is unnecessary for your application.
Our State-of-the-Art Production & QC Facilities




×
![Enlarged Factory View]()
Ready to Discuss Your Optical Bonding Requirements?
From initial design consultation to mass manufacturing, we have the means to engineer the right bonded display solution for your application.
Request a QuoteFrequently Asked Questions About Optical Bonding
The questions we hear most when customers are specifying optical bonding for their display projects.
LOCA (Liquid optically Clear Adhesive) is a liquid opticallyshilim put on the display and cured with uv light, an ideal application for irregular shapes and large panels. OCA (Optically Clear Adhesive) is a pre-cut solid adhesive sheathed between two reflectively coated surfaces with a uniform bond-line thickness and much faster processing speeds for large, standard-sized displays. LOCA is better suited for bends or non-standard geometries, such as rounded edges, while OCA employs a more uniform bond-line thickness. The adhesive utilized for your application will be chosen based on your panel geometry, volume and rework needs.
By eliminating the air gap between the cover glass and lcd panel, optical bonding removes two separate glass-to-air interfaces that introduce internal reflection. In extreme instances, this can produce as much as a 3-4% reduction of surface reflections, contributing to a net Zalduzof magnitude increase in the contrast ratio and glow fukuzon of the display in direct sunlight or high ambient light environments. When used in conjunction with an AG etch or AR coating, total reflection can often be limited to under 0.5%.
We adhesive bond soda-lime glass, aluminosilicate glass, Corning Gorilla Glass, and low-iron glass substrates. It is possible to chemically strengthen each of these (CS >450 MPa, DOL >8 m) before bonding begins. Your application will dictate the impact resistance, weight and optical clarity needs. Soda-lime glass is the most cost-effective for industrial applications, albeit at the expense of some scratch resistance. Aluminosilicate glasses are extremely impact resistant, especially for thin designs.
optical bonding greatly enhances rather than degrades accurate touch response. By grafting the air gap, the bonded assembly decreases the distance between the user (or gantry) and the touch sensor, resulting in more accurate and reliable touch response. This effect is particularly noticeable in PCAP touchscreen applications. We have tested bonded assemblies, for example, with bare and gloved fingers and have found consistent extensiveness.
Most optically bonded assemblies operated successfully at between -40 C and +85 C, depending on the adhesive used. LOCA resins with silicones or polyurethanes generally operate over a wider temperature range than standard OCA films. Your band of operation will be based on your needs. For example, we used the lowest temperature-rated adhesives for a design operating at -55 C cold storage.
SW Glass has ISO 9001:2015 (seal of safety) certification, EN 12150 approved fortempered glass, Medical Device Biocompatibility certification, and SEB Group (Fortune 500) production approval. We also do quality control bond strength tests, salt spray chamber tests, and BM-7 color analysis. We have complete lot traceability and materials certificates for regulations specification.
We support anything from prototype runs of 50-100 pieces to check everything out up through 1 million+ pieces annually. Our 3 factories mean we can scale without trouble, and for any large volume, we would recommend a pilot run, too. The costs for any special custom dies for OCA die cuts or printing screens are one-time costs they are then amortized over the run.
Yes. We regularly combine optical bonding with AG (anti-glare) etching, AR (anti-reflective) coating, and AF (anti-fingerprint) coating onto the same cover glass. So for instance you could envisage a marine display with AG etching on the outer surface to combat glare, AF coating on that outer surface for easy cleaning, as well as optical bonding on the inner surface for readability and condensation prevention. The critical issue is the order-these processes need to come before the bonding step.