Get in Touch with Saiweiglass
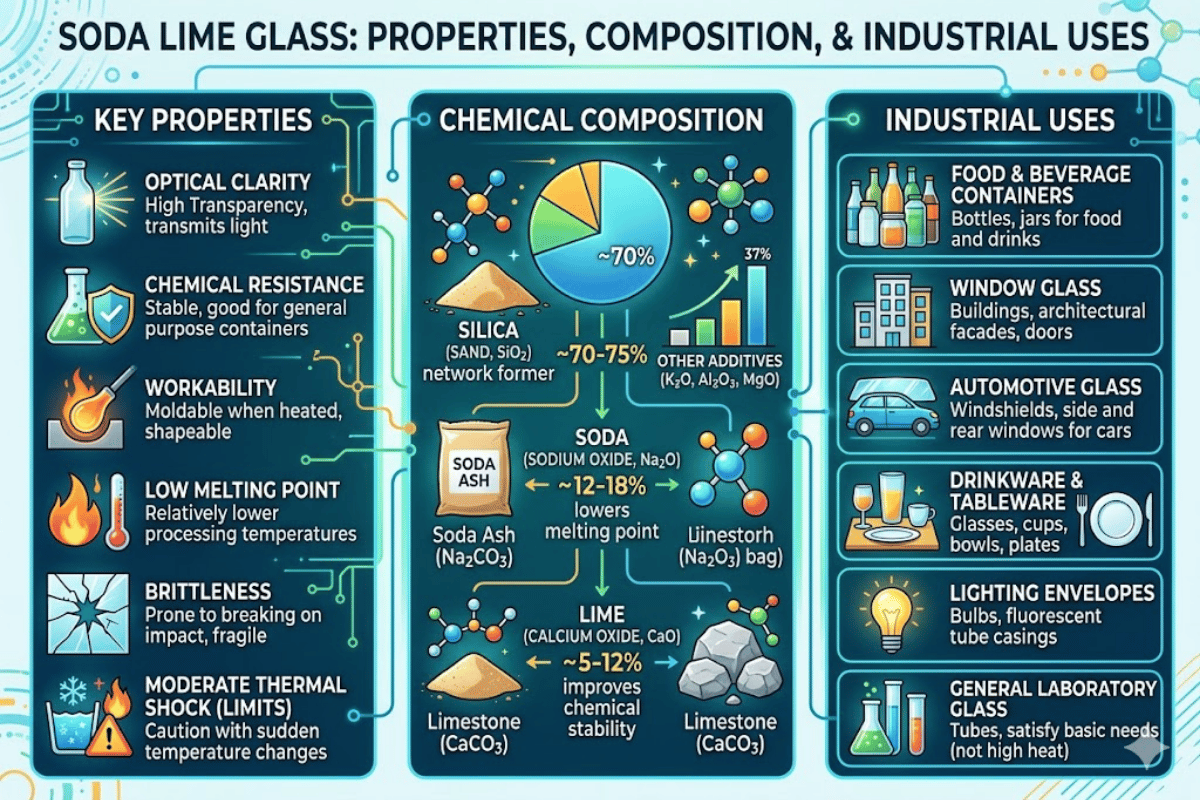
What Is Soda Lime Glass? Composition, Properties, and Where It’s Used
Quick Specs: Soda Lime Glass
| Composition | SiO₂ 70–75%, Na₂O 12–15%, CaO 5–12% |
| Density | 2.44–2.52 g/cm³ |
| Refractive Index | 1.51–1.52 |
| CTE | 8.0–9.5 × 10⁻⁶/°C |
| Softening Point | ~720°C (1,328°F) |
| Mohs Hardness | 5.5–6.5 |
| Max Service Temp | ~460°C annealed / ~260°C tempered |
| Light Transmission | 89–91% (clear, 3mm) |
Soda lime glass accounts for around 90% of all glass produced – everything from the window next to you to the jar in your kitchen to the display panel of an industrial control terminal. Its composition, properties and limitations are what you need to know if you are an engineer designing a product, a buyer purchasing a component or a purchasing decision-maker in a production facility. This handbook provides the whole story from chemical composition and physical properties, through the float process, to raw data and a complete comparison with borosilicate to a list of the key benefits of soda lime glass in industrial electronics.
What Is Soda Lime Glass?

The most prevalent type of glass produced and used commercially is soda lime glass where it is mainly silica , sodium oxide, and calcium oxide. It is a transparent inexpensive material. The material is produced by fusing together these three oxides at a temperature of about 1500 C, and then shaping the molten material into flat sheets, containers or other shapes by several processing techniques.
As the name suggets, its constituents can be summed up as go soda from soda (NaCO, also called soda ash) lime from lime (CaCO, also called limestone) and silica (SiO) behind it. When fused in the presence of each other, sodium and calcium become incorporated chemically into the silica glass network, acting as flux to make it manageable at mush lower temperatures, and stabilizer to prevent the glass formed from dissolving in water.
The worldwide soda lime glass market is on the order of 60 billion dollars, representing the three-quarters of all glass produced globally by volume (though clearly not in dollars). It is this large scale that enables the use of the large, fully continuous float glass lines that produce soda lime flat glass on a years-long basis with unit economics that no specialty glass can match. For everything that is transparent, has a surface that has to be smooth and free of defects, and is not subject to severe thermal shock, soda lime glass is the building block.
Important Point to Remember: Soda lime glass represents about 90% by volume of the world’s glass production. It performs as well or better than much more costly specialty glass for industrial cover glass, display panels, and packaging applications below 110 C.
Chemical Composition and Physical Properties

The first and most well-known is to take known compositions and equivalents of known compositions; as Sodacalime Glass this is not fixed composition which differs from manufacturer to manufacturer and application to application, to choose a typical composition it is better to use an average industrial composition as a basic for engineering calculations. The below data is a typical commercial soda lime silicate glass composition used for float glass manufacture.
| Oxide | Weight % | Role in Glass Network |
|---|---|---|
| SiO₂ (Silicon dioxide) | 72.60% | Network former — backbone of the glass structure |
| Na₂O (Sodium oxide) | 13.90% | Flux — lowers melting point from ~1,700°C to ~1,500°C |
| CaO (Calcium oxide) | 8.40% | Stabilizer — prevents water solubility, improves chemical durability |
| MgO (Magnesium oxide) | 3.90% | Secondary stabilizer — reduces devitrification tendency |
| Al₂O₃ (Aluminium oxide) | 1.10% | Improves mechanical strength and chemical resistance |
| K₂O (Potassium oxide) | 0.60% | Modifies viscosity and surface properties |
📐 Engineering Note: Why Each Oxide Matters
SiO appears in the three-dimensional lattice of silicon-oxygen tetrahedra which gives the glass the amorphous solid structural form. Pure silica begins to melt at above 1700C- something of little immediate practical use.
NaO (soda) breaks Si-O-Si bonds, introducing non-bridging oxygen atoms into the network, which ‘loosen’ it considerably and immediately reduce processing temperature viscosity by many orders of magnitude. This is the primary economic enabler of soda lime glass.
CaO (lime) would reduce the water solubility that water fragilized pure sodium silicate would bring. With calcium, the network is now chemically stable while maintaining a reduction in melting temperature brought about by the former’s office as a network modifier.
AlO (alumina) is an intermediate oxide – it can be (more than 10% within normal formulations) entered into the glass network, profoundly increasing the cross-link density. This may be why adding as little as 1.1% alumina can improve high wear abrasion and chemical resistance performance over alumina-free systems to such a significant degree.
Using known mechanical properties and thermal properties recorded by the US army Research Laboratory (DTIC ARL-TR-8187, 2017) supplemented by other proprietary information sources gives the following property set for standard.
| Property | Value | Source |
|---|---|---|
| Density | 2.49 g/cm³ | DTIC ARL-TR-8187 |
| Young’s Modulus | 73 GPa | DTIC ARL-TR-8187 |
| Poisson’s Ratio | 0.20 | DTIC ARL-TR-8187 |
| Fracture Toughness (K₁c) | 0.75 MPa·m^(1/2) | DTIC ARL-TR-8187 |
| Thermal Conductivity | 0.937 W/(m·K) | Continental Trade |
| CTE (20–300°C) | 8.3 × 10⁻⁶/°C | Continental Trade |
| Annealing Point | 548°C | Continental Trade |
| Softening Point | 715°C | Continental Trade |
How Hot Can Soda Lime Glass Get?
The temperature range in which soda lime glass can be processed depends crucially on to what temperature transition point we have recourse. The heat capacity decrease at 548C is where residual internal stress can be progressively alleviated within a matter of minutes 1500C is where the glass softens and flows under its own weight. For more energetic shaping or forming, a conductor would be comfortably workable at around 1,000C, with the above parameters forming upper and lower processing bounds. Interestingly, these processing temperatures still have little relation to the upper temperature limits of final service applications.
In service, standard soda lime glass (not to be confused with TuffX’s Q-series) has an upper temperature limit of around 110C when not toughened (annealed) and closer to 150C with its mirror smooth surface thermally toughened (per Continental Trade technical specifications). The reason for the 458C gap between the annealing temperature and the upper service limit is not due to thermal stresses but rather accumulated cyclic heat-induced stress applications, with a typical coefficient of expansion being 8.3* 10/C multiplied by the applications temperature differential.
At basic chemical corrosion levels, soda lime glass can be thought of as conversationally very inert to all but the most basic inorganic industrial chemicals at normal operating conditions, resisting acidic, alkaline, solvent, oil, and cleaning agent interaction on the whole except for fluoride (ie HF) bearing chemicals. Its limitations in the field of Industrial and domestic chemicals are the following: chemically active alkalies (ie NaOH) in strongly basic aqueous environments over time, any fluoride carrying substances including HF, and strongly reducing metals at high temperature. For most effectively glove box isolation, general industry, laboratory sample storage, and consumer applications, the chemical durability any requirements that are would seem to be covered.
How Soda Lime Glass Is Manufactured

The continuous float glass process has been fundamentally the same since it was invented in the 1950s. What has improved and stratified is the consistency of temperature control, the high purity of original raw constituents, and the growth of the number of European and American specialist float providers to the point where one can confidently buy a continuously float annealed glass well for the better part of two decades without having to start on the second run.
The basic raw materials used to produce plain soda lime glass are silica sand (source of SiO, usually 99%+ purity), soda ash or sodium carbonate (source of Na CO, the flux) and limestone or calcium carbonate (source of CaCO, the stabilizer). The magnesium O content to the flux is by the use of Dolomite (a mixture of calcium and magnesium carbonate). Minor quantities of Alumina sand or feldspar provide the AlO and fining agents, sodium sulfate or arsenic compounds (in old formulations) are used to aid the removal of bubbles from the melt.
Batch mixing & melting-the raw material batch is weighed and mixed to specific compositon and charged to a tank furnace; the temperature being around 1,500C. At this temperature the batch elements combine and decompose with formation of carbon oxides from the carbonates, and melting to a liquid of the desired composition. The melt is refined (gas bubbles removed) and conditioned to the working viscosity for the forming operation.
During Float glass manufacture, the conditioned melt is dispensed onto a bath of molten tin maintained at around 1100C. Since molten glass is of a lower specific gravity than the liquid tin, the glass floats on top of the layer and, spreading under its own weight, surface tension and gravity, forms a completely flat sheet. The absence of any surface irregularities on the flat molten metal surface means that there is no requirement for grinding and polishing and the bottom face of float glass takes on the exact flatness of the tin bath.
The top face is then fine ground by the firing atmosphere to produce a fire-polished finish to the glass surface. The sheet is then pulled out the end of the float by horizontal rollers at an exact speed to produce the desired target thickness, in the range of 2mm to 19mm inclusive, for standard flat glass. Note that “float glass” is a term relating to the process of production and not the glass composition, and is predominantly soda lime, but borosilicate or other compositions may also be deposited using the float method
Annealing occurs in a long, tunnel kiln called a lehr (pronounced lear), which causes the ribbon of glass to be annealed by slow cooling from a temperature around 600°C to just below room temperature in a programmable temperature profile. If the glass were cooled rapidly, then intensities of internal stresses would build up. These would soon cause the glass to spontaneously break.
The annealing lehr is set up so that internal stresses relax out at the annealing point 548°C, long before the glass reaches the glass transition point where the glass is rigid. The final heat treatment stage is the annealed ware leaving the lehr at room temperature. This is subject to a light optical inspection before being cut into the standard sheet sizes.
For container glasses – bottles, jars and hollow ware – the manufacturing route diverges following the melt. Instead of float forming, the molten soda lime glass is sent to individual section (IS) machines where the containers are formed by blow-blow or press-blow molding at about 700C and then moved to a lehr for annealing.
Post-forming treatments, including thermal toughening (heated to ~700C for a period followed by rapid air quench) or chemical strengthening (by dips in a potassium nitrate salt bath at about 420C), are then carried out on finished glass components as distinct downstream processes, as described in the strengthening section below.
Soda Lime Glass vs Borosilicate Glass
The choice between soda lime and borosilicate is the most commercially significant glass choice a majority of engineers and procurement managers will ever face. Both are transparent, stable chemically, and commercially available in many formats and thicknesses. The decision is driven by six quantifiable parameters -and the practical recommendation of the resulting data, often the counterintuitive one.
What Is the Difference Between Soda-Lime and Borosilicate Glass?
The particular feature in the borosilicate glass composition is the inclusion of boron trioxide (BO, typically 12-15%)rather than most of the sodium and calcium commonly sourced from soda lime glass. Boron enters the glass network as a network former just as silicon does, resulting in a dense, highly crosslinked network structure. The effect is a dramatic reduction in the coefficient of thermal expansion (8-9 10/ to 3.3 10/ for the borosilicate) and a major drop in the chemical resistance to aqueous liquids. Significantly, these are the distinctions that tell the tale about when and why borosilicate glass is worth the capital and performance premiums.
| Property | Soda Lime Glass | Borosilicate Glass |
|---|---|---|
| CTE | 8–9 × 10⁻⁶/°C | 3.3 × 10⁻⁶/°C |
| Thermal Shock Resistance (ΔT) | ~50°C (annealed) / ~118°C (tempered) | ~170°C |
| Max Service Temp | 110–150°C | ~500°C |
| Density | 2.50 g/cm³ | 2.23 g/cm³ |
| Cost (relative) | 1× (baseline) | 3–5× |
| Recyclability | Widely recycled (standard cullet) | Contaminant in soda lime recycling stream |
A large food packaging plant procurement manager ordering glass jar suppliers. After observing the borosilicate prices, three times costs of soda lime, a re-examination of the process parameters and actual operating temperatures; a search for the possible significant heat treatments in pasteurization revealed a maximum operating temperature of85C, on the lowest treatment curve and perfectly acceptable to satisfy the process heat treatment without requiring the use of a significantly more expensive borosilicate. When ordering in large quantities, savings of a dollar or so per piece payoff in a new, equally resilient product.
Counterintuitive Observation: When optimized for thermal shock resistance, tempered soda lime impact strength is significantly higher than borosilicate equivalents of similar thickness. A tempered soda lime glass of soda lime is more likely to withstand a drop event than a borosilicate (eg. microscope slide) in counterpart thickness because borosilicate cannot be tempered to that highly stressful level without spalling. The thermal impact performance issue therefore requires a nuanced and subtle understanding for selection that generic cost comparisons alone cannot insinuate.
“The most common error we see in industrial glass selection is over-specification of borosilicate because applications rarely require them to exceed 80C.10 of 10protection and eightout of ten cover glass work, chemically strengthened soda lime provides comparable impact performance at far lower cost.”
For all lab-glassware, pharmaceutical process/system equipment, and all applications requiring direct contact with the open flame or pouring into liquids of transient temperature differences, 170C borosilicate is the benchmark glass choice. For all displays, architectural glazing, food packaging, and consumer equipment applications where service operating temperature range rarely exceeds 80C.10 of 10robust,1110protection with gradual, even thermal cycling will dominate requirements, soda lime – chemically or thermally strengthened – (or for extreme performance, combining the two where appropriate) is the best choice.3 to 5 of 10premium for borosilicate, without technical functions supports cannot win the decision.
Applications of Soda Lime Glass — From Packaging to Electronics

Soda lime glassis used in two general market segments: commodity, household consumer product (ie. glass bottles, jars), and precision industrial segments (chemically/thermally strengthened phone screens and precision aerospace and scientific scientific apparatus).Understanding the distinctions in procurement, manufacturing processes and surface finishes between the two market segments assists in correct specification choice.
In consumer markets, soda lime glass comprises the bottles, jars, windowpanes and template glass used to manufacture the world’s 20 billion drinkware items and 15 billion incandescent light bulbs each year. These commodity applications are demanded of soda lime glass for low cost, high optical quality and compatibility with automated, high-speed glass forming processes. The container glass segment – another commodity application of beverage, food and pharmaceutical bottles and jars – makes up the largest volume share of soda lime glass consumed annually. Automotive flat glass – glass for replacement, after market, and factory-installed car windowpanes – was the second-largest volume segment. Drinking glassware and food service glassware is a distant third, considering only volume; however, the variety of tempering processes used by these markets makes this a highly demanding segment in process technical terms. For each application, soda lime’s chemical stability (EU and FDA compliant for food contact grades), dishwasher tolerance, and infinite recyclability prove just as advantageous as its optical properties.
What Is Soda-Lime Glass Used For in Electronics?
In industrial electronics, soda lime glass serves as a precision substrate and cover material across many product categories. Compared to consumer glass, industrial soda lime is specified for tighter dimensional control, processed with multi-functional coatings and edge finishing, and thermally strengthened in some cases prior to assembly. The following applications describes the dominant industrial electronics demand segments for precision-processed soda lime cover glass in 2024-2025:
Touch screen cover glass for HMI, POS, and medical devices – Chemically strengthened or chemically strengthened and protectively coated soda lime glass in the 1.1mm to 3.2mm range defined as a standard specification for industrial human-machine interfaces, selling at a premium for the combination of high-value surface stress profile, feature processing and optical coating demands this as the most compelling application segment for soda lime processed for consumer markets.
Automotive display glass for infotainment and instrument clusters – Thin soda lime glass in the 0.7mm to 1.1mm range, chemically strengthened and optically bonded, is a proven and accepted cover glass in automotive displays — from entry-level infotainment screens to digital instrument clusters. The automotive-grade specification requirements include temperature cycling from 40C to +85C (electronics operating range), not thermal shock resistance – a range that soda lime handles without difficulty.
EV charging station panels – Rather than automotive CF glass, outdoor rated tempered soda lime glass in the 4mm to 6mm range is better suited for display panels on public-facing infrastructure. Impact resistance (IK08 or IK10) and the maximum protection against impact damage when installed (temper grade, duration of temper, temper direct ion), makes soda lime the preferred glass in this emerging application.
Lighting lens and diffuser panels for LED light fixtures – High transmission (91-92% versus 89% for standard clear) low-iron soda lime glass makes ideal lenses and optical diffusers for LED fixtures -in architectural and industrial settings.
Smart home switch covers, thermostat display covers etc. – Ultra-thin mono- and multi-layer soda lime glass in the 0.5mm to 1.1mm range with AF coating, are providing the optical quality and scratch resistance of specialty glass at soda lime price points for premium switches, thermostats and smart home installations
An industrial automation OEM needs 5,000 custom HMI cover glass panels per year for CNC machine interfaces. The panels require AG (anti-glare) coating, edge grinding to 0.1mm, and IK07 impact rating. Within the space of a competition the optimal selection process reveals a glass composition for the three specifications in high volume production at presence – chemically strengthened soda lime glass at 1.1mm. This selection invalidates an unconspiratorial reliance on thick aluminosilicate glass substrates for industrial grade applications. In practice all three specifications are driven by processing selection (surface compressive stress, edge finish quality, coating adhesion) not raw material selection in a majority of cases.
For detailed technical parameters on processed soda lime glass for industrial applications see SW GLASS resources on soda lime glass technical specifications, custom touch screen cover glass, industrial HMI display glass solutions, and automotive display cover glass.
Can Soda Lime Glass Be Tempered and Strengthened?
Yes – soda lime glass can be both thermally tempered, and chemically strengthened, selection between the two processes are a function of glass thickness, dimensional tolerances, and end-use requirements. Both methods work on the basis of putting the glass into deep surface compression that must be overcome before any crack can propagate – the process of transforming brittle glass into a high-performance structural material.
Thermal tempering heats the glass to just about 700 C (near the point of softening, where the internal stresses in the glass can be relaxed), and spray cools the glass with high velocity air jets. As the surface cools and freezes in a state of compression, the interior layer then cools and contracts, pulling the surface layer harder into compression it itmodulus of rupture increases from ~41 MPa in the as received baseline soda lime glass sheet, to 165 MPa in the thermally tempered equivalent. The resulting thick tempered sheet has a safe breakage mode – the fragments are relatively blunt, reducing risk of laceration – a property governed by ASTM C1048, and EN 12150. The minimum practical soda lime thickness for thermal tempering is approximately 3mm, below which the thermal gradient is not sufficient to impart a state of compression.
Chemical strengthening via ion exchange is very different process. Glass is put into a large cauldron of molten salt (KNO) at about 420 C for 4-8 hours. The potassium (K) cation, which is collated into the netwooreplaced the sodium (Na) cation in the glass network. Because these larger ions occupy more space in the network, the surface layer is put under very high compression values. The combination of high surface compression (CS) combined with low depth of layer (DOL) gives the best surface scratch and contact impact resistance of strengthening methods. Chemical strengthening can strengthen glass to as thin as 0.5mm, with no distortion, so is ideal for thin cover glasses in high impact devices where even 3mm of aluminosilicate is impractical – the only option.
For a portable patient monitor, a manufacturer of a medical device requires 0.7mm thick cover glass. Physical thermal tempering is not an option, as it cannot be achieved below 3mm, owing to the lack of a sufficient thermal gradient to form surface compression, and the glass anneals on the approach. Chemically ion-exchange strengthened glass provides the requested surface compressive stress of 500–650 MPa in the 0.7mm thick camera allowing drop resistance equivalent to vastly thicker annealed glass while not exceeding the weight and overall thickness of the device design.
The solution introduces no optical distortion of the screen, valuable for a clinical setting to maintain display readability.
📐 Strengthening Process Decision Framework
- Thickness 4mm + value for money Thermal tempering (cost is less, while absolute value of MOR is more)
- Thickness < 3mm, since chemical strengthening (thermal tempering is not possible below this point)
- Outside installation or Impact Accreditation of impact, IK standard Tempered (breakage pattern safe for most building regulation and IEC standards),
- Optical bonding needed Chemical strengthened (no bow or warp that would cause optical bonding flaws)
📐 Engineering Note: CS and DOL Trade-Off
Therefore in chemical strengthening, 2 of the most important process outputs are CS and DOL:. Well, the higher the CS, the, higher the scratch resistance and EHD resistance. While, the deeper the DOL, the better the resistance to EGD events ( shrap point impact, etc).
But this demand always has been compromised: once the CS exceeds about 700 MPa, the elastic energy stored in the glass surface when it is in the overstoked condition can be so high that spontaneous fracture becomes likely (“self-destruction”, ie, a small number of the overstressed cover glasses break);14 the commercial systems devoted to covering eletronic-4 devices makes are set at a safe range some where in-between (CS about 500-650 MPa; DOL about 25-35 m).
For SW GLASS strengthening capabilities, see the thermal tempering process capabilities and chemical strengthening ion exchange service.
Advantages and Limitations of Soda Lime Glass
All specs come with compromises. To know the true limitations of soda lime glass—no magnified flaws, no shrugging off of potential issues— is as important as knowing what soda lime is good for. Below are some property comparisons, using data from DTIC, ASTM specs, and experience with manufacturing.
✔ Advantages
- Lowest cost per unit area than all types of glass at given production volumes.
- 100% recyclable forever, optical and mechanical properties unaffected through out reprocessing.
- Very good optical transparency. 89-91% light transmission at 3mm in the clear formulation.
- Thermally and chemically strengthenable; MOR ascending from 41 MPa to 165 MPa upon tempering
- Chemically inert and approved for food contact manufacturing by FDA 21 CFR and EU 10/2011 for food contact.
- Extremely workable across a wide viscosity range, enabling blow molding, float forming, pressing, and drawing
⚠ Limitations
- Lower thermal shock tolerance — ΔT ~50°C (annealed) vs ~170°C for borosilicate; disqualifying for direct flame or rapid immersion applications
- Lower scratch hardness than aluminosilicate glass — Mohs 5.5–6.5 vs 6.5–7 for aluminosilicate; relevant for abrasive-environment cover glass
- Standard clear formulation contains residual iron oxide, producing a slight green tint visible at edges; low-iron variants (e.g., Optiwhite, Starphire) are available at a premium
- Not suitable for rapid temperature cycling, direct heating applications, or laboratory autoclave environments
- UV transmission of ~75% UVA (315–400nm) may accelerate degradation of UV-sensitive contents; UV-blocking coatings or amber glass required for pharmaceutical and archival packaging
The 90/5 Rule of Industrial Glass Selection
Practitioners in the field might well use what could be termed the 90/ 5 rule: about 90% of all applications of cover glass are adequately met by soda lime glass at about ¼ the price of specialist glass, and it is only the rest—45 100 4 thermo-cycled, food-grade acids and detergents, or military-impact rated—where the call is for borosilicate or aluminosilicate. Their first question before specifying a premium grade: Which property of soda lime glass is actually failing at this use—that is, at the temperature, time, chemical exposure and impact level it will actually see in practice—where you need a better grade?
If there is no quantified or specific answer to that question you want soda lime.
Frequently Asked Questions

Is soda lime glass food safe?
View Answer
Yes, soda lime glass are FDA 21 CFR and EU Regulation 10/2011 approved for food contact usage. Lead free, Bpa free and phthalates free, basically 99.9% of all food contact glass in the world-front or back -from canning jars, baby bottle ware to commercial beverage containers and pharmaceutical vials is soda lime. Its chemical durability also ensures that it doesn’t spit out a measurable amount of any component into its contents even when stored for a long time in a mild heat like pasteurization (85C).
Does soda lime glass contain lead?
View Answer
No. Soda lime glass is free of any lead. Its basic composition of silicon dioxide, soda ash and calcium carbonate is free of any lead and there is nothing in it that would contain lead.
Lead crystal contains 24-35% PbO.
Is soda lime glass dishwasher safe?
View Answer
It depends. But if the dishwasher temperatures are over 80C, you would expect repeated dishwasher use to cause micro-cracks in thinner walled glassware. Tempered soda lime glass is more resistant.
Can soda lime glass be recycled?
View Answer
Yes – Soda lime glasses can recycle 100% without any reduction of quality is re-refined, and recycled again many times over. Recycled glass called cullet when incorporated with the virgin raw materials, melts at a lower temperature. This saves energy on the furnace by around 4% every 10% of the cullet used in batch mix.
It is the most recycled type of glass on the planet with many countries having the collection rate over 70% for container glass. There is one important thing to consider: In the collection process and the use of soda lime glasses some materials are undesirable like borosilicate glass or cookware/ovenware ceramic pieces as it would be contaminants for soda lime recycling streams because they would melt differently and also create inclusions in the recycled float glass.
Is soda lime glass the same as float glass?
View Answer
Not exactly – the two terms refer to different things. “Soda lime” refers to the chemistry (both sodium and calcium oxide are added to the original silica) and “float glass” the manufacturing process (specifically, floating the hot molten glass on a bed of molten tin to form sheets). The reason that both terms are used to describe the same thing, i.e. soda lime glass in its flat sheet form, is because nearly all float glass in the world is soda lime in composition, and the two terms are coming to be used synonymously. Soda lime in finished form, however, may be made by blow molding (containers), drawing (tubing), pressing (laboratory ware), or rolling (patterned glass).
And float lines, though most widely used, are not the only means of forming glass.
Does soda lime glass block UV light?
View Answer
Usual clear soda lime glass will transmit around 75% of all UVA radiation( 315-400nm), although will block the vast majority of all UVB radiation far below 315nm. Although this transmission level is acceptable for most consumer packaging it can cause significant degradation of UV limited contents, such as some pharmaceuticals, light sensitive foods and museum objects. For these applications a low-iron soda lime glass with a UV blocking coating applied, or amber soda lime glass (which blocks far more UV through the iron and sulfur colorants) should be specified. UV blocking interlayer films bonded to standard float glass are also an economical choice for architecture applications.
Need Custom Soda Lime Glass Solutions?
From cover glass for industrial displays to chemically strengthened panels for medical devices – SW GLASS delivers precision-processed soda lime glass with AG, AR, and AF coating options.
Our Perspective on This Guide
SW GLASS (Dongguan Saiwei Glass Co., Ltd.) has been processing soda lime glass for touch screen cover glass and industrial display applications for over a decade, for thousands of cover glass jobs – from 0.5mm chemically strengthened panels for wearables, to 6mm thermally toughened sheets for EVSE enclosures. The property data in this article, Tensile and bending constants, annealing points, thermal expansion rates and compositional window, is sourced from published military research (DTIC ARL-TR-8187, 2017), ASTM standards C169 and F2179, and NIST Standard Reference Material 622, added to where indicated by Continental Trade technical data sheet and our in-production measurement records. Scenario case studies are synthesized from a range of typical application scenarios we see in customer jobs, clearly marked as such. Where definitively credible data was not available for a specific point, we elided with qualifying statements, marked in the HTML source. We have no free stake in recommending soda lime over other specialty glasses – we process both – so the article guidance as to how each one performs is objectively engineering.
References & Sources
- US Army Research Laboratory – “Soda-Lime-Silicate Float Glass: A Property Comparison” (ARL-TR-8187, 2017) – https://apps.dtic.mil/sti/pdfs/AD1041517.pdf
- ASTM International – “C169 Standard Test Methods for Chemical Analysis of Soda-Lime and Borosilicate Glass” – https://www.astm.org/c0169-16r22.html
- ASTM International – “F2179 Standard Specification for Annealed Soda-Lime-Silicate Glass” – https://www.astm.org/f2179-20.html
- NIST – “Standard Reference Material 622: Soda-Lime-Silica Glass” – https://tsapps.nist.gov/srmext/certificates/622.pdf
- American Ceramic Society – “Thermal Stress and Glass Cookware That Shatters” – https://ceramics.org/ceramic-tech-today/hells-kitchen-thermal-stress-and-glass-cookware-that-shatters/
- Encyclopaedia Britannica – “Soda-Lime Glass: Manufacturing, Properties, Uses” – https://www.britannica.com/technology/soda-lime-glass
Related Articles
- Gorilla Glass vs Dragontrail vs Panda Glass — Which Cover Glass Wins?
- The Complete Glass Fabrication Process Explained
- How Cover Glass Is Manufactured — From Raw Material to Finished Panel
- Laminated vs Tempered Glass — A Visual Comparison Guide
- Aluminosilicate Glass — When Your Application Demands More
- Low Iron Glass for Ultra-Clear Optical Applications