Get in Touch with Saiweiglass
How the Glass Tempering Process Creates Stronger, Safer Glass
All of those glass shower doors, car side windows, storefront panels, depend on one simple thermal process nothing has changed about since the 19 th century. And what does it make it safe?
A glass tempering process from ordinary annealed glass – the kind that shatters into razor-sharp shards – into tempered safety glass that shatters in tiny granular bits and isn’t likely to cause major injuries.
However, most individuals who specify or implement the use of tempered glass products have only a rough understanding of what goes on inside the tempering oven. The difference between an adequately tempered panel and an inadequate tempered panel boils down to seconds, degrees, and air pressure – variables that play a role in determining breakage rates at the job site. Here is a brief overview of tempered glass fabrication, functioning and the fine line that differentiates successful tempering from that which is not successful.
What Is Tempered Glass and Why Does It Matter?

tempered glass is a safety glass subjected to defined processes of heating and cooling making it 4 to 5 times stronger that annealed glass of the same thickness. When tempered glass does finally appears to shatter, it shatters into tiny, and quite benign, granular parts, as opposed to massive and deadly shards.
This breakage sequence is not vagrant, it is designed. While in the glass tempering process, the outer surfaces of the glass are placed under compressive stress while the interior stays under tensile stress. That stress balance is what makes tempered glass both stronger and safer when it fails.
| Property | Annealed Glass | Tempered Glass |
|---|---|---|
| Strength | Baseline (1×) | 4–5× stronger |
| Break Pattern | Large jagged shards | Small granular chunks |
| Thermal Resistance | ~40°C differential | Up to 250°C differential |
| Post-Processing | Can be cut, drilled, edged | Cannot be modified — will shatter |
| Risk of Injury | High (glass shards cause lacerations) | Low (grains of glass, blunt edges) |
⚠️ Common Misconception
tempered glass is not unbreakable. It takes far better impact and thermal stress abuse than annealed glass but a pointed Crush (such as a center punch or a stone chip into the edge) can shatter it – the distinction is that the failure is safe.
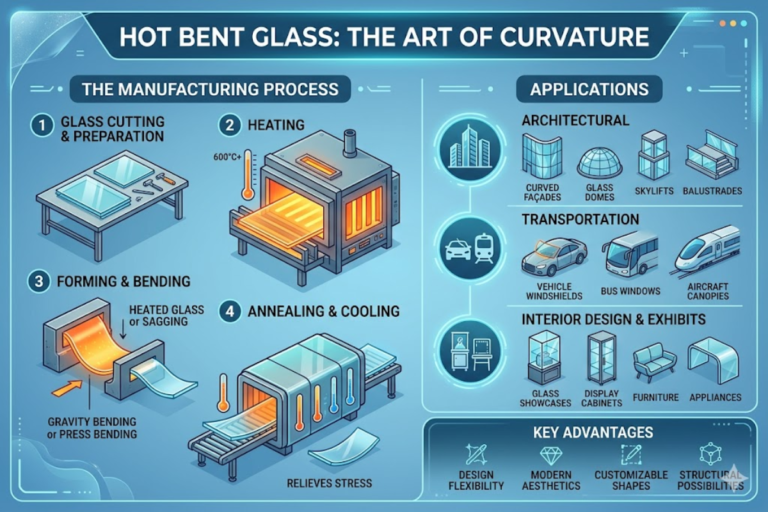
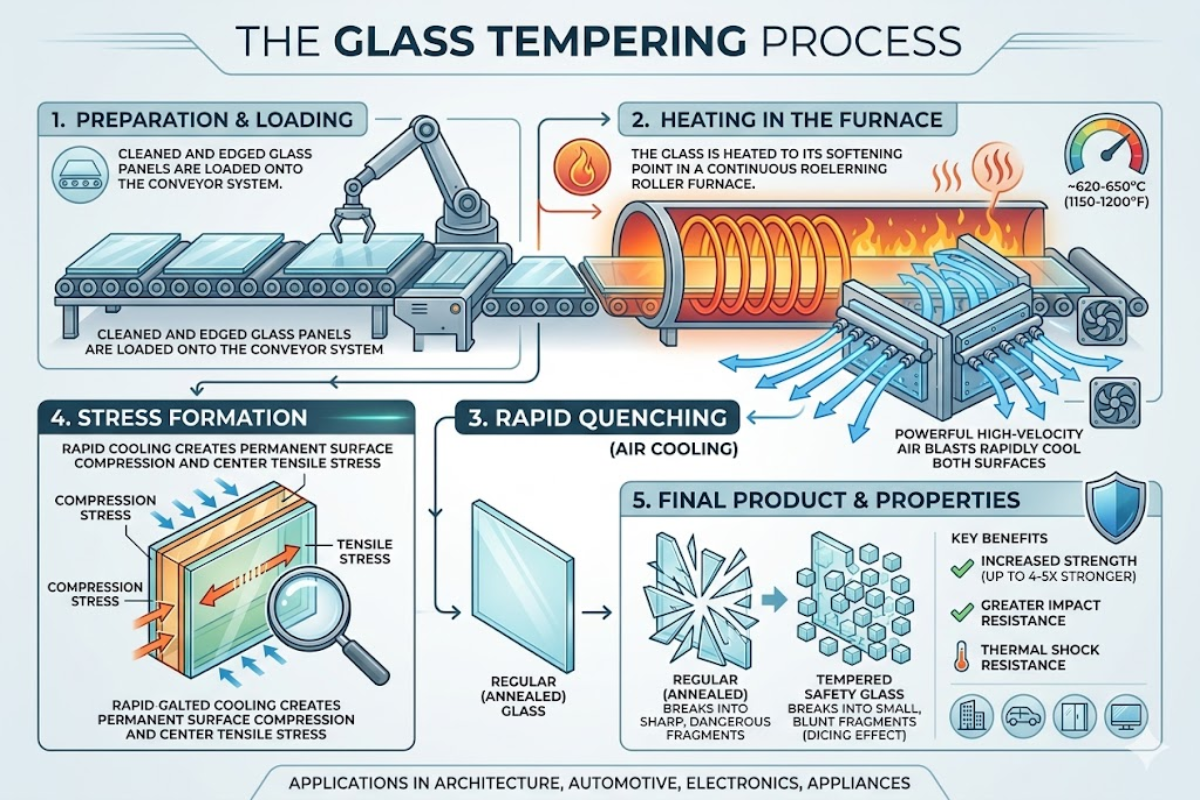
The Glass Tempering Process — Step by Step

How tempered glass is manufactured, begins with one key point: any cutting/drilling, polishing and edge work has to be carried out on the glass before it enters the tempering oven. Once the glass is tempered, it cannot be modified without shattering. Five stages make up the full tempering process:
Step 1: Cutting and Fabrication
Float glass – the surface of smooth, level glass crafted by allowing the molten glass to glide onto a tin bath – is cut to size. All holes, notches and cutaways are created by drilling or routing. edges of the glass are ground or seamed to eliminate sharp edges and micro-chips that might develop into stress concentration areas in process temperature.
Step 2: Cleaning and Inspection
Prior to heating the glass, it is cleaned in a washer that takes away any flour, oils and cutting chips on the glass surface. One tiny particle on the surface will generate a stress point and result in breakage in the furnace. Inspectors look for scratches, chips and inclusions in the glass for the finished panel.
Step 3: Heating
The glass is inserted onto a roller conveyor and fed into the tempering oven, where it is heated to roughly 620 degrees celsius (around 1,148 degrees fahrenheit) — well above the glass transition temperature of 564°C. At this temperature, the glass softens enough for internal stresses to relax without losing shape. Uniform heating is critical: temperature variations as small as 5°C across the surface can cause optical distortion or warping called roller wave.
620°C
Tempering Temperature
4–5×
Strength vs Annealed
69 MPa
Min. Surface Compression
Step 4: Quenching (Rapid Cooling)
Here is where glass tempering actually happens. Glass exits the furnace and enters the quench section, where high-pressure air nozzles blast both sides simultaneously. Both outer surfaces of the glass cool and solidify extremely quickly while the interior remains hot and flexible. As the core eventually cools and contracts, it pulls against the already-rigid outer surfaces – causing compressive stress on the surface – the air jets compress the outer layer – while tensile stress locks into the center.
At this point, precision is essential. Air pressure needs to be precisely regulated. Not enough air pressure, and the glass will not attain the necessary surface compression. Too much, and the piece may shatter in the quench – an incident known to our operators as a “quench break.” Typical duration of the quench segment ranges from 2 to 5 minutes depending upon the thickness of the glass.
Step 5: Quality Inspection
Each tempered panel is subjected to visual inspections for warping, contamination, surface imperfections immediately after being rapidly cooled. Batch samples are destructively tested: a sample number within a 50×50mm area must meet the ASTM C1048 or EN 12150 standard – preferably at least 40 pieces for fully tempered glass. Those that pass are labeled with a permanent etch and designations of tempered safety glass.
💡 Pro Tip
In our tempering line, the cycle from loading the glass to the finished tempered panel takes 8-12 minutes for standard 6mm architectural glass. Heating comprises roughly 70% of that time – the quench — the actual cooling process — is quick, but achieving even heat distribution is where the real precision lies.
The Science Behind Glass Tempering — Compression vs Tension

Glass fails because of tensile stress — it pulls apart at the molecular level when a crack propagates. Tempering works by pre-loading the surface of the glass with compressive stress, which any external force must first overcome before the glass can reach the tensile failure threshold.
Under ASTM C1048 (Standard Specification for Heat-Strengthened and Fully Tempered Flat Glass), fully tempered glass would need to have a compression of 69 MPa (10,000 psi) across the surface and at least 67 MPa (9,700 psi) across the edge. In reality, most commercial glass tempering furnaces will meet most of the time a compression of about 80-120 MPa.
Imagine a stress sandwich—on both faces creates a stress sandwich: compression on both outer surfaces, tension locked in the core. When tempered glass does eventually break, all the tension—tensile energy—is released at once—that’s why, instead of a few huge shards, it shatters into thousands of tiny granular flakes. As Scientific American explains, this release of huge amounts of energy quickly is actually the reason why tempered glass is safer: each tiny granular piece has simply a small mass and consequently much less cutting power.
Key Stress Values in Tempered Glass
- Couture compression (complet: tempered): 69 MPa (10’000 psi) – ASTM C-1048
- Surface compression (heat-strengthened): 24–52 MPa (3,500–7,500 psi)
- Core tensile stress: Approximately half the surface compression value
- Can handle thermal shock of up to 250 C Zopodeuration difference (about 40 C for annealed)
Thermal Tempering vs Chemical Tempering
Glass is not all temper in the same way. Thermal tempering – the process we’ve just described in the above paragraph – is the norm for architectural, automotive and appliance glass. But for thin glass below 3mm, phone screens, and precision optics, chemical tempering through ion exchange offers advantages that thermal methods cannot match.
Chemical tempering involves Glass being dipped in a heated potassium nitrate bath at approximately 400C. Small sodium (Na+) ions in the glass are substituted for larger potassium (K+) ions, producing surface compression but without the extreme temperature changes associated with thermal tempering. Advantages include stronger compression layers, no optical distortion and the ability to temper Glass down to 0.5mm thick.
| Feature | Thermal Tempering | Chemical Tempering |
|---|---|---|
| Process | Heat to 620°C + air quench | Ion exchange in KNO₃ bath at ~400°C |
| Min. Glass Thickness | ~3 mm (practical limit) | 0.5 mm |
| Optical Distortion | Possible roller wave / quench marks | None — no heat deformation |
| Compression Depth | ~20% of thickness (deep) | ~50–100 µm (shallow but intense) |
| Cycle Time | Minutes | Hours (4–16 hours typical) |
| Cost | Lower for large volumes | Higher per unit |
| Primary Uses | Architecture, automotive, appliances | Phone screens, aircraft glass, optics |
As documented by ScienceDirect (Chemical Tempering overview), the ion exchange process produces surface compression in excess of 700 MPa — much greater than thermal tempering is capable of. Although the depth of compression is lower, chemically tempered glass is more susceptible to deep scratches that reach the tensile zone.
💡 Pro Tip
Criteria for our choice: If the glass is thicker than 3mm and for building facades, partitions or railings, thermal tempering is likely to be almost always the best choice. Chemical tempering is the better choice for zero distortion, very thin glass, or obscure shapes that a glass tempering oven cannot produce, e.g. tiny-radius curved tempered glass panels for unusual uses.
Where Tempered Glass Is Used — Applications by Industry

Has followed safety guidelines in just about every field involving glass to prevent people from injury. The National Glass Association’s Technical Paper FB45-14 outlines recommended uses for heat treated glass products based on safety and performance standards.
| Industry | Applications | Why Tempered |
|---|---|---|
| Architecture | Facades, shower doors, shower enclosures, glass railings, partitions, storefronts, skylights | Building codes require safety glass in hazardous locations (IBC 2021 Section 2406) |
| Automotive | Side windows, rear windshield, sunroofs | FMVSS 205 safety glazing standard; safe breakage in crashes |
| Electronics | Phone screen protectors, display covers, touchscreens | Scratch and impact resistance (chemical tempering for thin glass) |
| Furniture | Table tops, shelving, display cases | Safety and strength for everyday impact loads |
| Food Service | Cookware, oven doors, commercial refrigerators | Thermal resistance to extreme temperatures and temperature changes |
Most commonly used glass products on the production line for architectural projects are my opening list of facade panels, glass railings – which cover many applications – and 3D curved glass for commercial building envelopes – where all pass though the same glass tempering furnace and quench cycle outlined above.
Quality Control and Testing Standards for Tempered Glass

It’s all about quality control. We trace the Uyoebivsiid line and can confirm that each batch from that line, tempering, is subjected to a triplicate of tests before being rebated: visual examination, defurbulation, disarticulation.
| Standard | Scope | Key Requirements |
|---|---|---|
| ASTM C1048 | Heat-treated flat glass (US) | Surface compression ≥69 MPa; fragmentation: ≥40 particles per 50×50mm |
| EN 12150 | Thermally toughened safety glass (EU) | Fragmentation, flatness/bow limits, inclusion detection |
| CPSC 16 CFR 1201 | Safety glazing (US consumer products) | Impact test Cat I and Cat II; mandatory for doors, shower doors, sidelights |
| ANSI Z97.1 | Safety glazing in buildings (US) | Impact classification; Class A (highest), Class B, Class C |
One characteristic that distinguishes the better glass tempering manufacturers from the “Amateur Hour” operators: detecting nickel sulfide (NiS) inclusion. During float glass manufacturing, microscopic NiS particles can get trapped in the glass until tempering later in the process. Under the right conditions, these embedded particles can gradually grow in size until Zunga delivering weeks or even years later. High-end glass manufacturers perform heat soak testing (HST) according to EN 14179 — by baking the panels at 290 C for several hours, vulnerable batches are induced to fail prior to leaving the factory.
- ✔
Asigurati-vă impune distorsiunea undelor rolare, stigla, precum si Imperfection surfaces under oblique illumination. - ✔
Polariscope or GASP (Glass and Stress Profile) instrument ensures surface compression meets ASTM C1048 specifications. - ✔
Pass sacrificial sample through center of panel, opening must has a 40 windows within a 5050mm diameter circle. - ✔
Heat soak test (optional): EN 14179 protocol to screen for NiS inclusions before delivery
Frequently Asked Questions About Glass Tempering

Q: How is tempered glass made step by step?
View Answer
glass tempering process operates in five stages: (1) Cutting and fabricating the glass to size, including notching or drill holes. (2) Cleaning the glass and extracting fissures. (3) Heating the glass in a tempering oven to 620 celsius. (4) Fast-plumbing both surface with high-pressure -if-air speeds. (5) Examing the panel and testing fragments samples of each batch.
Q: What temperature do you temper glass at?
View Answer
glass is heated to roughly 620celsius (1.148 fahrenheit) during the thermal tempering process. This is significantly higher than the 564 Op temperature of the glass at which internal force relaxes. Too high and the glass risks distortion; too low and you don’t get enough force to qualifying as such Zopodeched.
Q: How long does it take to temper glass?
View Answer
A standard tempering cycle lasts between 8-12 minutes. Heating takes the bulk of that time – it’s about 0.4 minutes per millimeter thickness. The tempering phase itself runs from 2 to 5 minutes, depending on thickness and available air pressure.
Q: Can you temper glass at home?
View Answer
No. glass tempering requires one industrial furnace w/has calibrated high-pressure quench Spritzing, and Cantv it’s poured. Ordinary cookers cannon to 620C evenly, and-uncontrolled cooling wont establish the stress pattern needed.
Q: Can tempered glass be cut after tempering?
View Answer
No. Any attempt to cut, drill, or grind tempered glass sends away the quantum of extrernal gas and the whole panel of Rimvod in incased granular mass. All fabrication has to take place before the glass goes to the tempering oven. This explains why Padsivoj Darehez is important.
Q: What is the difference between tempered and laminated glass?
View Answer
tempered glass is tough through a combination of glass and rapid cooling — around 4-5 times tougher than plain glass; when it extra I Mel gets Feumov, it shops in small chunks. Laminated glass is composed of at least 2 blle glass sands stuck together by a plastic interlayer- when it rails, the chunks naturally focus on attached to the interlaminar and remain in place. Although both are safety glass, they are for different reasons: tempered glass reduces the injury to humans from chips /Fragment, and laminated is 100% chip-proof.
Need Tempered Glass for Your Project?
From flat tempered panels to complex curved tempered glass, we are capable of dealing with every scale of architectural glass tempering. Pilfer at us!
Our Perspective on Glass Tempering
Saiwei Glass operates tempering furnaces that process architectural glass for facade, railing, and skylight projects. The process descriptions and quality benchmarks in this article reflect what we observe daily on our production line. Referenced standards (ASTM C1048, EN 12150, CPSC 16 CFR 1201) and external data (Scientific American, ScienceDirect, National Glass Association) are independent of our manufacturing operations.
References & Sources
- ASTM C1048: Standard Specification for Heat-Strengthened and Fully Tempered Flat Glass — ASTM International
- How Is Tempered Glass Made? — Scientific American
- Technical Paper FB45-14: Recommended Applications for Heat-Treated Glass — National Glass Association
- Thermal Tempering — Overview — ScienceDirect / Elsevier
- Chemical Tempering — Overview — ScienceDirect / Elsevier
- Tempered Glass — Wikipedia