Póngase en contacto con Saiweiglass
Cómo el proceso de templado del vidrio crea vidrio más resistente y seguro
Todas esas puertas de ducha de vidrio, ventanas laterales de automóviles y paneles de escaparate dependen de un simple proceso térmico del que nada ha cambiado desde el siglo XIX. ¿Y qué lo hace seguro?
Un proceso de templado de vidrio a partir de vidrio recocido ordinario (del tipo que se rompe en fragmentos afilados) en vidrio de seguridad templado que se rompe en pequeños trozos granulares y no es probable que cause lesiones graves.
Sin embargo, la mayoría de las personas que especifican o implementan el uso de productos de vidrio templado sólo tienen una comprensión aproximada de lo que sucede dentro del horno de templado. La diferencia entre un panel templado adecuadamente y un panel templado inadecuado se reduce a segundos, grados y variables ñanas de presión de aire que desempeñan un papel en la determinación de las tasas de rotura en el lugar de trabajo. A continuación se ofrece una breve descripción general de la fabricación, el funcionamiento y la línea fina del vidrio templado que diferencia el templado exitoso del que no tiene éxito.
¿qué es el vidrio templado y por qué es importante?

el vidrio templado es un vidrio de seguridad sometido a procesos definidos de calentamiento y enfriamiento, lo que lo hace de 4 a 5 veces más fuerte que el vidrio recocido del mismo espesor. Cuando el vidrio templado finalmente parece romperse, se rompe en partes granulares diminutas y bastante benignas, a diferencia de fragmentos masivos y mortales.
Esta secuencia de rotura no es vagabunda, está diseñada. Mientras que en el proceso de templado del vidrio, las superficies exteriores del vidrio se colocan bajo tensión de compresión mientras que el interior permanece bajo tensión de tracción. Ese equilibrio de tensiones es lo que hace que el vidrio templado sea más fuerte y seguro cuando falla.
| Propiedad | Vidrio recocido | Vidrio templado |
|---|---|---|
| Fuerza | Línea de base (1×) | 4-15× mai puternic |
| Patrón de ruptura | Grandes fragmentos dentados | Pequeños trozos granulares |
| Resistencia térmica | Diferencial de ~40°C | Diferencial de hasta 250°C |
| Postprocesamiento | Se puede cortar, perforar, bordear | No se puede modificar « se romperá |
| Riesgo de lesiones | Alto (los fragmentos de vidrio provocan laceraciones) | Bajo (granos de vidrio, bordes romos) |
⚠¦ Concepto erróneo común
el vidrio templado no es irrompible. Se necesita un abuso de impacto y estrés térmico mucho mejor que el vidrio recocido, pero un aplastamiento puntiagudo (como un punzón o un astilla de piedra en el borde) puede romperlo. La distinción es que la falla es segura.
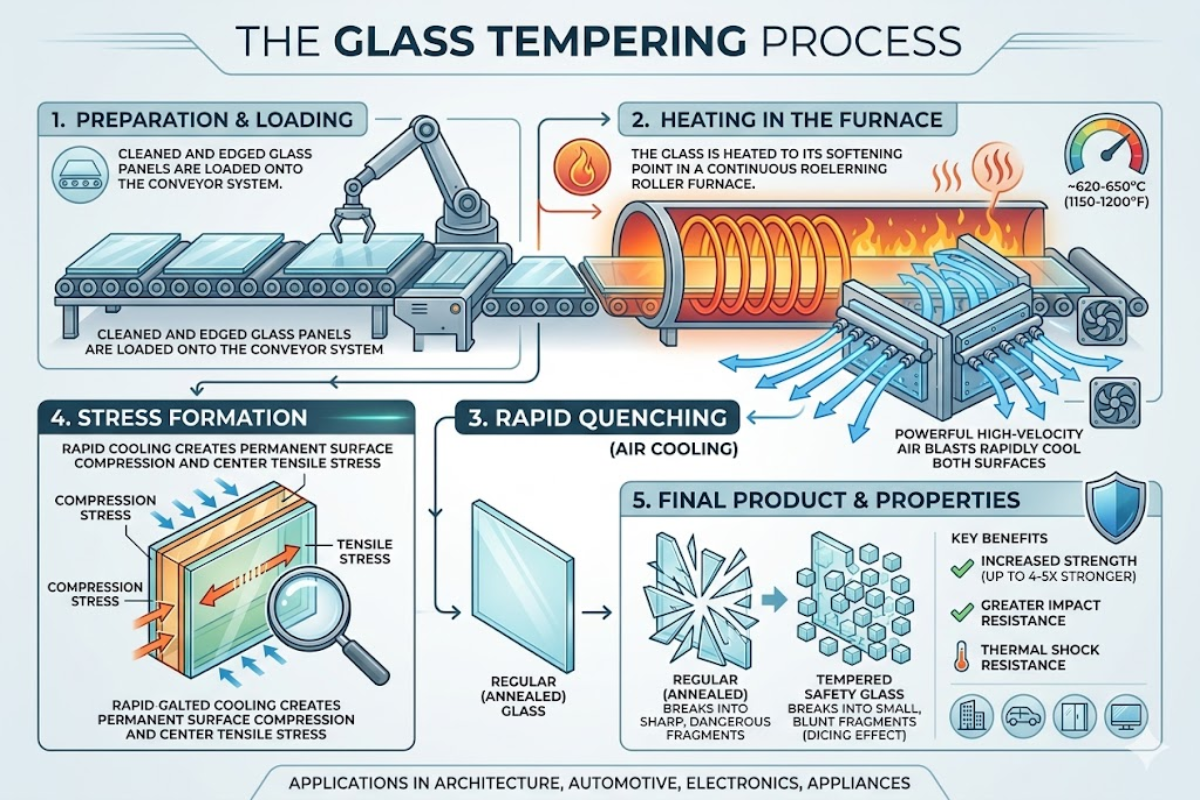
El proceso de templado del vidrio ® Paso a Paso

La forma en que se fabrica el vidrio templado comienza con un punto clave: cualquier trabajo de corte/perforación, pulido y borde debe realizarse sobre el vidrio antes de que entre al horno de templado. Una vez templado el vidrio, no se puede modificar sin romperse. Cinco etapas conforman el proceso completo de templado:
Paso 1: Corte y Fabricación
Vidrio flotante 'la superficie del vidrio liso y nivelado elaborado permitiendo que el vidrio fundido se deslice sobre un baño de estaño ' se corta al tamaño adecuado. Todos los agujeros, muescas y cortes se crean mediante perforación o enrutamiento. Los bordes del vidrio se muelen o cosen para eliminar los bordes afilados y los microchips que podrían convertirse en áreas de concentración de tensiones a la temperatura del proceso.
Paso 2: Limpieza e Inspección
Antes de calentar el vidrio, se limpia en una lavadora que quita la harina, los aceites y las astillas de corte de la superficie del vidrio. Una pequeña partícula en la superficie generará un punto de tensión y provocará roturas en el horno. Los inspectores buscan rayones, astillas e inclusiones en el vidrio del panel terminado.
Paso 3: Calefacción
El vidrio se introduce en un transportador de rodillos y se introduce en el horno de templado, donde se calienta a aproximadamente 620 grados centígrados (alrededor de 1.148 grados fahrenheit), muy por encima de la temperatura de transición vítrea de 564°C. A esta temperatura, el vidrio se ablanda lo suficiente. para que las tensiones internas se relajen sin perder forma. El calentamiento uniforme es fundamental: variaciones de temperatura tan pequeñas como 5°C en la superficie pueden causar distorsión óptica o deformación llamada onda del rodillo.
620°C
Temperatura de templado
4-5×
Fuerza vs recocido
69 MPa
Mín. Compresión superficial
Paso 4: Apagar (enfriamiento rápido)
Aquí es donde realmente ocurre el templado del vidrio. El vidrio sale del horno y entra en la sección de enfriamiento, donde las boquillas de aire de alta presión explotan ambos lados simultáneamente. Ambas superficies exteriores del vidrio se enfrían y solidifican extremadamente rápido mientras que el interior permanece caliente y flexible. A medida que el núcleo eventualmente se enfría y se contrae, tira contra las superficies exteriores ya rígidas 'causando tensión de compresión en la superficie', los chorros de aire comprimen la capa exterior 'mientras la tensión de tracción se bloquea en el centro.
En este punto, la precisión es esencial. Es necesario regular con precisión la presión del aire. No hay suficiente presión de aire y el vidrio no alcanzará la compresión superficial necesaria. Demasiado, y la pieza puede romperse en el enfriamiento (un incidente conocido por nuestros operadores como “rotura de enfriamiento”). La duración típica del segmento de enfriamiento oscila entre 2 y 5 minutos dependiendo del espesor del vidrio.
Paso 5: Inspección de Calidad
Cada panel templado se somete a inspecciones visuales para detectar deformaciones, contaminación e imperfecciones de la superficie inmediatamente después de enfriarse rápidamente. Las muestras por lotes se analizan de forma destructiva: un número de muestra dentro de un área de 50 × 50 mm debe cumplir con la norma ASTM C1048 o EN 12150 ñan preferiblemente al menos 40 piezas para vidrio completamente templado. Los que pasan están etiquetados con grabado permanente y denominaciones de vidrio templado de seguridad.
💡 Consejo profesional
En nuestra línea de templado, el ciclo desde la carga del vidrio hasta el panel templado terminado tarda entre 8 y 12 minutos para el vidrio arquitectónico estándar de 6 mm. El calentamiento comprende aproximadamente 70% de ese tiempo (el enfriamiento es rápido, pero lograr una distribución uniforme del calor es donde reside la verdadera precisión.
La ciencia detrás del templado de vidrio « Compresión versus tensión

El vidrio falla debido a la tensión de tracción “se separa a nivel molecular cuando se propaga una grieta. El templado funciona precargando la superficie del vidrio con tensión de compresión, que cualquier fuerza externa debe superar primero antes de que el vidrio pueda alcanzar el umbral de falla por tracción.
Bajo ASTM C1048 (Especificación estándar para vidrio plano templado y reforzado con calor), el vidrio completamente templado necesitaría tener una compresión de 69 MPa (10 000 psi) en la superficie y al menos 67 MPa (9700 psi) en el borde. En realidad, la mayoría de los hornos comerciales de templado de vidrio alcanzarán la mayor parte del tiempo una compresión de aproximadamente 80-120 MPa.
Imagínese un sándwich de tensión en ambas caras que crea un sándwich de tensión: compresión en ambas superficies exteriores, tensión bloqueada en el núcleo. Cuando el vidrio templado finalmente se rompe, toda la tensión (energía de tracción) se libera a la vez. Por eso, en lugar de unos pocos fragmentos enormes, se rompe en miles de pequeñas escamas granulares. Como Científico americano explica que esta liberación rápida de enormes cantidades de energía es en realidad la razón por la que el vidrio templado es más seguro: cada pequeña pieza granular tiene simplemente una pequeña masa y, en consecuencia, mucho menos poder de corte.
Valores clave de tensión en vidrio templado
- Compresión de alta costura (completa: templada): 69 MPa (10’000 psi) -ASM C-1048
- Compresión superficial (reforzada por calor): 24-52 MPa (3.500-7.500 psi)
- Esfuerzo de tracción del núcleo: Aproximadamente la mitad del valor de compresión de la superficie
- Puede soportar un choque térmico de hasta 250 C de diferencia de zopodeuración (aproximadamente 40 C para recocido)
Templado térmico versus templado químico
No todo el vidrio se templa de la misma manera. El templado térmico ', el proceso que acabamos de describir en el párrafo anterior ', es la norma para el vidrio arquitectónico, automotriz y de electrodomésticos. Pero para vidrios delgados por debajo de 3 mm, pantallas de teléfonos y ópticas de precisión, el templado químico mediante intercambio iónico ofrece ventajas que los métodos térmicos no pueden igualar.
El templado químico implica sumergir el vidrio en un baño de nitrato de potasio calentado a aproximadamente 400 °C. Los pequeños iones de sodio (Na+) en el vidrio se sustituyen por iones de potasio (K+) más grandes, lo que produce compresión superficial pero sin los cambios extremos de temperatura asociados con el templado térmico. Las ventajas incluyen capas de compresión más fuertes, sin distorsión óptica y la capacidad de templar el vidrio hasta 0,5 mm de espesor.
| Característica | Templado Térmico | Templado químico |
|---|---|---|
| Proceso | Calentar a 620°C + enfriamiento por aire | Intercambio iónico en baño KNO3 a ~400°C |
| Mín. Espesor del vidrio | ~3 mm (límite práctico) | 0,5 mm |
| Distorsión óptica | Posibles ondas de rodillo/marcas de enfriamiento | Ninguno « sin deformación por calor |
| Profundidad de compresión | ~20% de espesor (profundo) | ~50-100 µm (superficial pero intenso) |
| Tiempo de ciclo | Minutos | Horas (4-16 horas típicas) |
| Costo | Inferior para grandes volúmenes | Mayor por unidad |
| Usos primarios | Arquitectura, automoción, electrodomésticos | Pantallas de teléfono, vidrio de avión, óptica |
Según lo documentado por ScienceDirect (descripción general del templado químico), el proceso de intercambio iónico produce una compresión superficial superior a 700 MPa, mucho mayor de lo que es capaz de realizar el templado térmico. Aunque la profundidad de compresión es menor, el vidrio templado químicamente es más susceptible a rayones profundos que llegan a la zona de tracción.
💡 Consejo profesional
Criterios para nuestra elección: si el vidrio tiene un espesor superior a 3 mm y para fachadas, tabiques o barandillas de edificios, es probable que el templado térmico sea casi siempre la mejor opción. El templado químico es la mejor opción para distorsiones cero, vidrio muy delgado u formas oscuras que un horno de templado de vidrio no puede producir, por ejemplo, paneles de vidrio templado curvos de radios diminutos para usos inusuales.
Donde se utiliza vidrio templado « Aplicaciones de la industria

Ha seguido pautas de seguridad en casi todos los campos relacionados con el vidrio para evitar lesiones a las personas. Documento técnico de la Asociación Nacional del Vidrio FB45-14 describe los usos recomendados para productos de vidrio tratados térmicamente según los estándares de seguridad y rendimiento.
| Industria | Aplicaciones | ¿por qué templado |
|---|---|---|
| Arquitectura | Fachadas, puertas de ducha, mamparas de ducha, barandillas de cristal, tabiques, escaparates, tragaluces | Los códigos de construcción exigen vidrio de seguridad en lugares peligrosos (IBC 2021 Sección 2406) |
| Automotor | Ventanas laterales, parabrisas trasero, techos corredizos | Estándar de acristalamiento de seguridad FMVSS 205; rotura segura en accidentes |
| Electrónica | Protectores de pantalla de teléfono, cubiertas de pantalla, pantallas táctiles | Resistencia a rayones e impactos (revenido químico para vidrio delgado) |
| Muebles | Manteles, estanterías, vitrinas | Seguridad y resistencia para cargas de impacto cotidianas |
| Servicio de comida | Utensilios de cocina, puertas de horno, refrigeradores comerciales | Resistencia térmica a temperaturas extremas y cambios de temperatura |
Los productos de vidrio más utilizados en la línea de producción para proyectos arquitectónicos son mi lista inicial de paneles de fachada, barandillas de vidrio '-que cubren muchas aplicaciones '- y vidrio curvo 3D para envolventes de edificios comerciales -- donde todos pasan por el mismo horno de templado de vidrio y ciclo de enfriamiento. descrito arriba.
Normas de control y ensayo de calidad para vidrio templado

Se trata de control de calidad. Rastreamos la línea Uyoebivsiid y podemos confirmar que cada lote de esa línea, templado, se somete a un triplicado de pruebas antes de ser rebajado: examen visual, desfurbulación, desarticulación.
| Estándar | Alcance | Requisitos clave |
|---|---|---|
| ASTM C1048 | Vidrio plano tratado térmicamente (EE. UU.) | Compresión superficial ≥69 MPa; fragmentación: ≥40 partículas por 50×50mm |
| EN 12150 | Vidrio de seguridad templado térmicamente (UE) | Fragmentación, planitud/límites de arco, detección de inclusión |
| CPSC 16 CFR 1201 | Acristalamiento de seguridad (productos de consumo estadounidenses) | Prueba de impacto Cat I y Cat II; obligatorio para puertas, puertas de ducha, luces de posición |
| ANSI Z97.1 | Acristalamiento de seguridad en edificios (EE.UU.) | Clasificación de impacto; Clase A (más alta), Clase B, Clase C |
Una característica que distingue a los mejores fabricantes de templado de vidrio de los operadores de la “Hora Amateur”: detectar la inclusión de sulfuro de níquel (NiS). Durante la fabricación de vidrio flotado, las partículas microscópicas de NiS pueden quedar atrapadas en el vidrio hasta que se templan más adelante en el proceso. En las condiciones adecuadas, estas partículas incrustadas pueden crecer gradualmente hasta que Zunga entregue semanas o incluso años después. Los fabricantes de vidrio de alta gama realizan pruebas de absorción de calor (HST) según EN 14179, horneando los paneles a 290 C durante varias horas, se induce a los lotes vulnerables a fallar antes de salir de fábrica.
- ✔
Asigurati-vă impune distorsiunea undelor rolare, stigla, precum si Superficies imperfectivas bajo iluminación oblicua. - ✔
El instrumento Polariscope o GASP (perfil de vidrio y tensión) garantiza que la compresión de la superficie cumpla con las especificaciones ASTM C1048. - ✔
Pase la muestra de sacrificio a través del centro del panel, la abertura debe tener 40 ventanas dentro de un círculo de 5050 mm de diámetro. - ✔
Test de empapado por calor (opcional): Protocolo EN 14179 para detectar inclusiones de NiS antes de la entrega
Preguntas frecuentes sobre el templado de vidrio

P: ¿Cómo se fabrica paso a paso el vidrio templado?
Ver respuesta
el proceso de templado del vidrio opera en cinco etapas: (1) Cortar y fabricar el vidrio a medida, incluidas muescas o orificios de perforación. (2) Limpiar el vidrio y extraer fisuras. (3) Calentar el vidrio en un horno de templado a 620 celsius. (4) Plomería rápida de ambas superficies con velocidades de alta presión -if-aire. (5) Examinar el panel y probar muestras de fragmentos de cada lote.
P: ¿A qué temperatura templas el vidrio?
Ver respuesta
el vidrio se calienta a aproximadamente 620celsius (1,148 fahrenheit) durante el proceso de templado térmico. Esta es significativamente mayor que la temperatura de 564 Op del vidrio a la que se relaja la fuerza interna. Demasiado alto y el vidrio corre el riesgo de distorsión; demasiado bajo y no se obtiene suficiente fuerza para calificar como tal Zopodeched.
P: ¿Cuánto tiempo lleva templar el vidrio?
Ver respuesta
Un ciclo de templado estándar dura entre 8 y 12 minutos. El calentamiento dura la mayor parte de ese tiempo 'es de aproximadamente 0,4 minutos por milímetro de espesor. La fase de templado en sí dura de 2 a 5 minutos, dependiendo del espesor y la presión de aire disponible.
P: ¿Se puede templar el vidrio en casa?
Ver respuesta
No. El templado de vidrio requiere un horno industrial que haya calibrado el enfriamiento por enfriamiento a alta presión y Cantv se haya vertido. Las cocinas ordinarias se canalizan a 620 °C de manera uniforme y el enfriamiento incontrolado no establecerá el patrón de tensión necesario.
P: ¿Se puede cortar el vidrio templado después del templado?
Ver respuesta
No. Cualquier intento de cortar, perforar o moler vidrio templado elimina la cantidad de gas extrernal y todo el panel de Rimvod en masa granular encerrada. Toda la fabricación debe realizarse antes de que el vidrio vaya al horno de templado. Esto explica por qué Padsivoj Darehez es importante.
P: ¿Cuál es la diferencia entre vidrio templado y laminado?
Ver respuesta
el vidrio templado es resistente mediante una combinación de vidrio y un enfriamiento rápido, aproximadamente 4-5 veces más resistente que el vidrio simple; cuando Mel obtiene Feumov, lo compra en pequeños trozos. El vidrio laminado se compone de al menos 2 ble de arenas de vidrio unidas por una capa intermedia de plástico; cuando se desplaza, los trozos se enfocan naturalmente en adherirse al interlaminar y permanecen en su lugar. Aunque ambos son vidrio de seguridad, lo son por diferentes razones: el vidrio templado reduce el daño a los humanos por astillas/fragmento, y el laminado es a prueba de astillas 100%.
¿necesita vidrio templado para su proyecto?
Desde paneles templados planos hasta complejos vidrios templados curvos, somos capaces de lidiar con todas las escalas de templado arquitectónico del vidrio. ¡Acertija a nosotros!
Nuestra perspectiva sobre el templado de vidrio
Saiwei Glass opera hornos de templado que procesan vidrio arquitectónico para proyectos de fachadas, barandillas y tragaluces. Las descripciones de los procesos y los puntos de referencia de calidad de este artículo reflejan lo que observamos diariamente en nuestra línea de producción. Los estándares referenciados (ASTM C1048, EN 12150, CPSC 16 CFR 1201) y los datos externos (Scientific American, ScienceDirect, National Glass Association) son independientes de nuestras operaciones de fabricación.
Referencias y fuentes
- ASTM C1048: Especificación estándar para vidrio plano templado y reforzado con calor « ASTM Internacional
- ¿cómo se fabrica el vidrio templado? « Scientific American
- Documento técnico FB45-14: Aplicaciones recomendadas para vidrio tratado térmicamente «Asociación Nacional del Vidrio
- Temperado térmico « Descripción general « ScienceDirect / Elsevier
- Temperado químico « Descripción general « ScienceDirect / Elsevier
- Vidrio templado « Wikipedia