Póngase en contacto con Saiweiglass
Vidrio de doblado en caliente versus vidrio de doblado en frío « ¿Qué proceso se adapta a su proyecto?
tanto el vidrio curvado en caliente como el vidrio curvado en frío crean paneles de acristalamiento curvilíneos, pero las metodologías dramáticamente diferentes y el proceso que usted elija tienen un impacto tremendo en todo, desde el radio alcanzable hasta la resistencia resultante, la claridad óptica y el costo del panel. Seleccionar el enfoque equivocado puede ser más costoso que un presupuesto desperdiciado: puede requerir un rediseño semanas después de iniciada la construcción.
Esta sección analiza el funcionamiento de cada proceso de doblado de vidrio, las áreas en las que uno supera al otro y las aplicaciones que favorecen los distintos métodos. Todas las estadísticas que se presentan a continuación se derivan de parámetros de producción con los que trabajamos comúnmente Vidrio Saiwei, así como literatura sobre ingeniería del vidrio.
Vidrio de flexión en caliente versus de flexión en frío de un vistazo
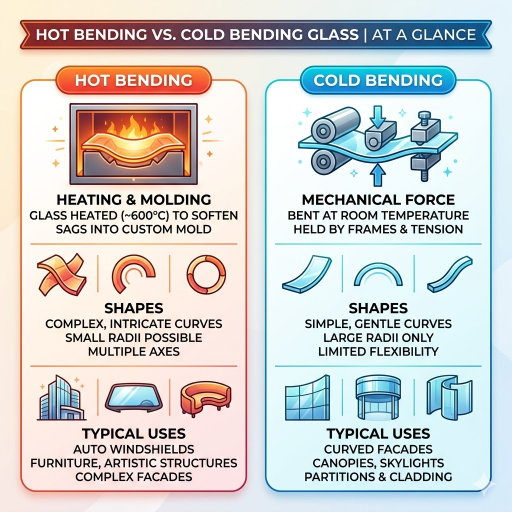
En la flexión en caliente, un vidrio plano ingresa a su horno y se calienta por encima de la temperatura de flexión del vidrio hasta que el material alcanza un estado dúctil viable, momento en el cual la gravedad o una forma lo guía hacia una curvatura. El vidrio doblado en frío mantiene el vidrio a temperatura ambiente, una estructura mecánica lo comprime hasta darle una forma y la tensión elástica bloquea esa forma en su lugar. Así es como estas dos tecnologías se acumulan en cada métrica esencial utilizada para especificar vidrio doblado en un proyecto real.
| Dimensión | Doblado en caliente | Doblado en frío |
|---|---|---|
| Temperatura procesului | 550-700 °C (furnace) | Temperatura ambiente/habitación |
| Método de modelado | Prensa de moho o asentamiento por gravedad | Marco mecánico/restricción estructural |
| Estado del vidrio después de su formación | Recocido (sin estrés) | Estresado elásticamente (tensión permanente) |
| Curvas alcanzables | Complejo: curvas S, curvas J, radios compuestos | Sencillo: cilindros de una sola curva, deformaciones suaves |
| Radio de curvatura mínimo | Tan apretado como 50 mm (depende del grosor) | Normalmente ≥500× espesor de vidrio |
| ¿fuerza añadida? | No (a menos que se templen por separado) | Requiere entrada de vidrio pretemplado |
| Se necesitan herramientas | Sí « molde de acero o cerámica personalizado | Sin molde « sólo marco/accesorio |
| ¿formación in situ? | No (solo fábrica) | Sí « Los paneles se pueden doblar durante el acristalamiento |
💡 Consejo profesional
Si su proyecto exige un radio inferior a 300 mm o una forma de S, la flexión en caliente es el único camino práctico. Si necesita muros cortina grandes y elegantemente curvados y desea renunciar a los costos del molde, es preferible la flexión en frío tanto según el cronograma como según el costo.
Cómo funciona cada proceso « Horno versus fuerza mecánica

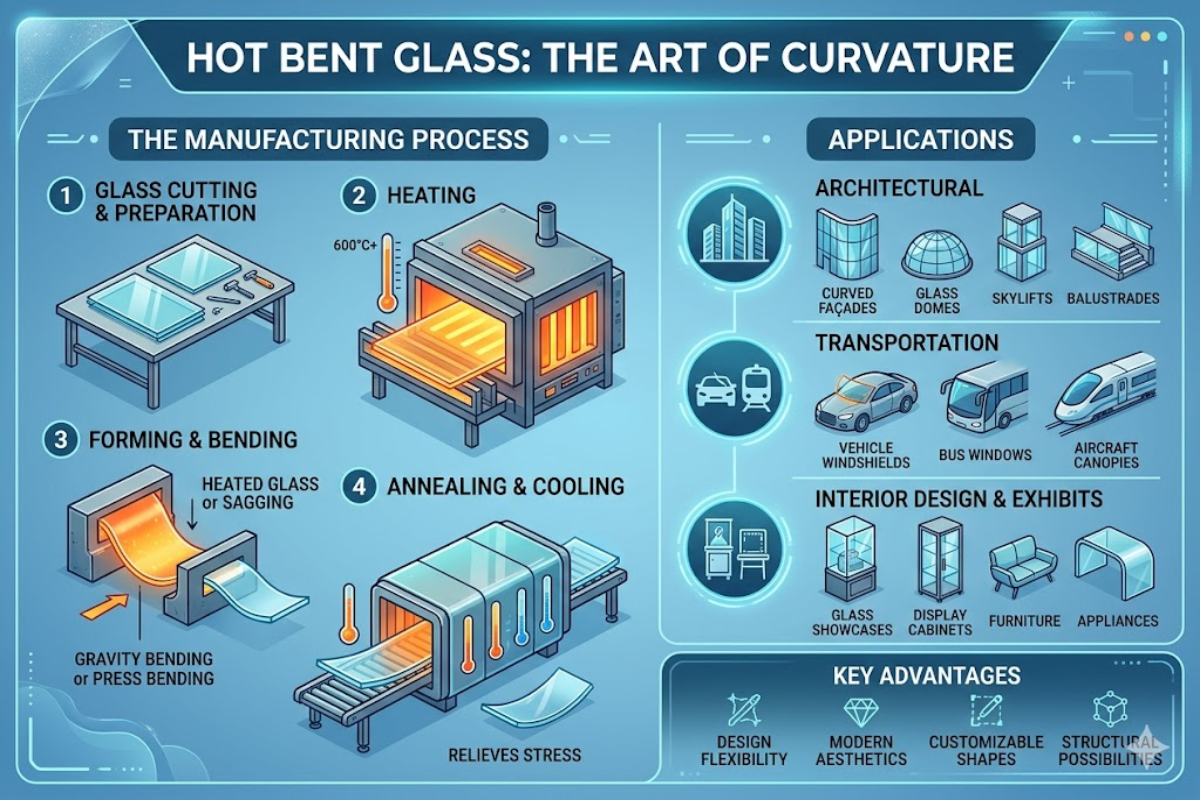
Doblado en caliente: Calentar, Suavizar, Formar, Recocir
En la flexión en caliente, una lámina de vidrio plana se precalienta en un horno de flexión hasta que alcanza 550-700 C ñona. La temperatura exacta de flexión del vidrio varía según la composición del material. El flotador de cal sodada alcanzará ese punto aproximadamente a 600 C; El borosilicato requerirá aproximadamente 50 C más. Una vez que el material se ablanda hasta alcanzar la capacidad de forma, la gravedad guía la vela para que caiga en una matriz de cerámica o acero que mantiene la forma, o un brazo de prensa aplica una presión mecánica. La forma de la matriz dicta la forma de flexión del vidrio. Las secciones perfiladas del panel se presionan para darle forma individualmente.
Después del modelado, el vidrio entra en un ciclo de recocido controlado. Según a Estudio de 2024 publicado en PMC en el moldeado de vidrio 3D ultrafino, el vidrio se enfría gradualmente hasta aproximadamente 500 °C para aliviar la tensión interna y luego se enfría rápidamente hasta temperatura ambiente. Este enfriamiento gradual produce un vidrio recocido, libre de tensiones pero mucho menos resistente a los impactos que el vidrio templado.
Flexión en frío: forzar, flexionar, restringir
La flexión en frío se salta por completo el horno. Un panel de vidrio plano (normalmente pretemplado o reforzado con calor) se presiona mecánicamente en una curva a temperatura ambiente mediante un marco con juntas articuladas. Investigación publicada en glassonweb.com describe cómo la deformación elástica crea una tensión de tracción permanente en la fibra exterior del codo. Debido a esta tensión constante, sólo los productos de vidrio templados o reforzados con calor pueden resistir con seguridad la flexión en frío. El vidrio recocido se agrietaría con el tiempo.
Una consideración que los diseñadores también deben tener en cuenta: el resorte. Después de procesar el panel y eliminar la estructura restrictiva, el panel de vidrio se relaja ligeramente debido a la deformación viscoelástica viscosa de la capa intermedia (vidrio laminado) o del sellador (aislado) en el kitglass aislado. Por lo tanto, la medición del radio final será ligeramente mayor que el radio del accesorio. Los proveedores recomiendan que los instaladores consideren la flexión excesiva de 2-5%.
| Parámetro | Doblado en caliente | Doblado en frío |
|---|---|---|
| Temperatura de formación | 550-700 °C | 20-25 °C (ambiente) |
| Tasa de calefacción | ~1,5 °C/s (rampa controlada) | N/A |
| Tiempo de ciclo | 30-90 min por panel (incl. recocido) | Minutos por panel (mecánico) |
| Estrés residual | Cerca de cero (recocido) | Alto (tensión elástica bloqueada) |
Comparación de calidad óptica y distorsión
Ésta es el área que los arquitectos y consultores de fachadas tienden a discutir sobre la flexión en frío o en caliente. Ambos métodos pueden hacer que el ojo perfecto cause una cierta distorsión y lo que es aceptable del nivel de ‘distorsión’ es i8trelate4dtola distancia de visión, el nivel de iluminación y el tipo de proyecto.
| Factor óptico | Doblado en caliente | Doblado en frío |
|---|---|---|
| Calidad de la superficie | Posibilidad de marcas de moho en el lado de contacto | Pristine « superficie flotante intacta |
| Distorsión de reflexión | Curvatura suave y consistente | Puede mostrar ondulación del borde cerca de los puntos de restricción |
| Onda de rodillo | Posible en rodillos de horno | Ninguno « sin contacto con rodillos |
| Mejor para | Curvas complejas donde la precisión de la forma importa más | Grandes paneles planos donde la claridad de la superficie importa más |
⚠¦ Concepto erróneo común
La mayoría de los especificadores creen que el vidrio doblado en frío tiene distorsión óptica cero porque la congelación no introduce calor. De hecho, el campo de tensión elástica introduce una pequeña distorsión cerca de los bordes/esquinas del panel; en ciertos ángulos del sol, las imágenes reflejadas están particularmente desfiguradas. Sin embargo, la investigación publicada en glassonweb.com sobre la distorsión curva del vidrio los artefactos de muestra pueden acercarse a los límites de capacidad de servicio óptico mucho antes de que el vidrio alcance su punto de rotura.
La calidad óptica es primordial para su proyecto (fachadas de museos, tiendas minoristas de alta gama, residencias de lujo). Pida a su fabricante un panel de maqueta antes de decidir qué proceso. Es casi imposible predecir cómo se verá el sistema terminado a partir de las hojas de especificaciones.
Opciones de resistencia, seguridad y templado

Estos dos procesos dan como resultado un vidrio curvo que es significativamente diferente en la naturaleza de la estructura. Se debe entender que la diferencia entre el vidrio templado curvado, el vidrio recocido doblado en caliente y los paneles doblados en frío cumple con el código de seguridad y los requisitos de carga del viento.
| Propiedad | Doblado en caliente (acabado) | Vidrio templado doblado | Doblado en frío (pretemplado) |
|---|---|---|---|
| Resistencia al impacto versus recocido plano | 1× (línea de base) | 4-5× | 4-ñona 5× (heredado del vidrio de entrada) |
| Patrón de ruptura | Fragmentos grandes y afilados | Pequeños fragmentos romos | Pequeños fragmentos romos |
| ¿vidrio de seguridad según EN 12150? | No | Sí | Sí (si la entrada está completamente templada) |
| ¿laminación posible? | Sí « el vidrio laminado doblado es común | Sí (laminación post-flexión) | Sí (prelaminado y luego doblado en frío) |
| ¿Unidad de vidrio aislante? | Sí « fabricación de IGU curvada | Sí | Sí « La IGU doblada en frío está creciendo rápidamente |
⚠¦ Importante
Otra consideración importante: el vidrio doblado en caliente no es vidrio de seguridad. El proceso de doblado en caliente calienta y forma vidrio plano y luego lo deja con el mismo patrón de rotura frágil que cualquier panel de ventana recocido. Si su código de construcción requiere vidrio de seguridad (barandillas, acristalamiento de bahía, puertas de entrada), necesitará vidrio templado doblado o una cubierta de vidrio laminado sobre el panel doblado en caliente.
En los casos en los que se necesita acristalamiento de seguridad y la libertad de diseño es igualmente importante, los arquitectos suelen optar por vidrio laminado doblado en caliente, dos capas recocidas dobladas en caliente laminadas entre sí mediante una capa intermedia PVB o SGP. Esta configuración proporciona las curvas de barrido que sólo la flexión en caliente puede proporcionar, manteniendo los parámetros de seguridad a través de la laminación. La capa intermedia retiene trozos de vidrio roto, lo que lo convierte en un vidrio de seguridad según la mayoría de los códigos.
Donde cada proceso se utiliza « Aplicaciones por industria

Ambos procesos funcionan tanto para el mercado de la arquitectura como para el diseño de interiores, pero no tienen mucho en sus puntos débiles. Aquí hay una matriz de aplicaciones sobre cómo cada proceso tiene un borde claro y cuándo cualquiera de ellos podría funcionar:
| Aplicación | Doblado en caliente | Doblado en frío | Notas |
|---|---|---|---|
| Paredes de cortina (radio grande) | Posible | Preferido | Sin costo de molde; Paneles planos doblados in situ formando marcos |
| Tragaluces/marquesinas | Preferido | Limitado | Curvas compuestas complejas; Vidrio laminado doblado para mayor seguridad |
| Barandillas/barandas | Sólo radios estrechos | Preferido | Los paneles pretemplados doblados en frío cumplen directamente con los códigos de seguridad |
| Tabiques interiores | Preferido | Posible | Formas decorativas de vidrio, curvas en S, perfiles personalizados |
| Cerramientos para balcones | Ambos | Ambos | Depende del radio y los requisitos del código |
| Acuarios / vitrinas | Preferido | No apto | Radios apretados + vidrio grueso + laminación = solo curvatura en caliente |
| Puertas giratorias / escaparates | Preferido | No apto | Curvas de radio pequeño con acabado templado o laminado |
Un ejemplo significativo de flexión en frío es el Sede de InterActive Corp en el Bajo Manhattan; el primer edificio del mundo para un muro cortina de vidrio totalmente curvado en frío. Entre la gama de 1.349 paneles de vidrio laminado de doble acristalamiento que se fabricaron y entregaron planos al sitio, se sujetaron directamente en marcos de aluminio curvos sin utilizar calor, moldes ni doblados de fábrica.
Para Vidrio curvo 3D aplicaciones ñanas que requieren que el panel se doble en dos direcciones a la vez, la flexión en caliente es la única técnica probada en fabricación. La flexión en frío puede producir una curvatura doble moderada (warpa anticlástica), pero el control de la superficie rápidamente se vuelve impredecible más allá de unos pocos grados de torsión.
Costo, plazo de entrega y consideraciones mínimas de pedido
El costo es el factor principal para la mayoría de las decisiones sobre vidrio doblado una vez que se cumplen los límites de ingeniería. La flexión en caliente y la flexión en frío tienen perfiles de costos muy diferentes con el número de paneles, la naturaleza de la curva y la capacidad de realizar molduras en el sitio que influyen en el punto de cruce.
| Factor de costo | Doblado en caliente | Doblado en frío |
|---|---|---|
| Herramientas/molde | $500-$3.000+ por molde (acero o cerámica) | $0 (no se necesita molde) |
| Costo por panel (rango medio) | Mayor « energía + amortización del moho | Más bajo « vidrio plano + marco de trabajo |
| Punto de interrupción de volumen | El costo del molde se distribuye en más de 50 paneles | Económico del panel #1 |
| Plazo de entrega (muestra) | 3-5 semanas (fabricación en molde + doblado) | 1-2 semanas (preparación del marco + suministro de vidrio plano) |
| Plazo de entrega (producción) | 4-8 săptămâni | 2-4 săptămâni |
3-5 semanas
Plazo de entrega de la muestra de curvatura en caliente
1-2 semanas
Plazo de entrega de la muestra de curvatura en frío
$0
Costo del molde de curvatura en frío
En Saiwei Glass, producimos productos de vidrio curvo doblados en caliente y en frío, incluidos tipos aislados y laminados. Contáctenos con su radio, tamaño de panel y número de piezas solicitadas y también generaremos cotizaciones paralelas para usted. Por cada pedido de muro cortina de 500 paneles, la flexión en caliente a partir de 20-35% es menos costosa que los enfoques en frío; Para particiones interiores de 10 paneles, las brechas de costos comienzan a reducirse una vez que se amortizan los costos del molde.
¿necesita una cotización para vidrio doblado en caliente o en frío?
Envíenos su radio, tamaño de panel y número y le daremos cotizaciones de ambos procesos para comparar.
Preguntas frecuentes
P: ¿Cuál es la diferencia entre el vidrio doblado en caliente y el vidrio doblado en frío?
Ver respuesta
La flexión en caliente calienta el vidrio plano a alrededor de 550-700 C hasta que se ablanda y luego lo recoce para seguir un molde. La flexión en frío presiona o flexiona mecánicamente el vidrio plano a temperatura ambiente hasta que adquiere la forma deseada y permanece en esa forma mediante el soporte del marco. Si bien la flexión en caliente permite radios más estrechos y formas menos convencionales, se basa en moldes cilíndricos de un diámetro de alta calidad y tiempos de entrega más largos. La flexión en frío se adapta más a curvas suaves de un solo eje, pero sólo si se comienza con vidrio pretemplado para soportar la tensión elástica permanente.
P: ¿Qué temperatura debe alcanzar el vidrio para doblarse en caliente?
Ver respuesta
El vidrio se vuelve manejable para doblarse a aproximadamente 600 C para cal sodada y requiere aproximadamente 650 C para borosilicato. El horno aumenta la temperatura a aproximadamente 1,5 C por segundo; tarda entre 30 y 90 minutos completos en doblarse, incluido el calentamiento, la flexión y el recocido. El espesor del panel y el grado de curvatura afectan las duraciones exactas.
P: ¿Se puede templar el vidrio doblado en frío?
Ver respuesta
Sí, pero primero hay que templar. Luego recociste el panel templado y lo doblaste en frío. ¿Calentarlo nuevamente para templarlo después de doblarlo disminuiría la curva?
P: ¿Cuáles son las desventajas del vidrio doblado en frío?
Ver respuesta
Hay tres restricciones. Uno, el radio de curvatura máximo de la flexión en frío es inherentemente mayor 'no se puede obtener una curva cerrada, forma de S o radio compuesto. Dos, debido a la tensión elástica permanente que queda en el panel, el panel aún intacto tiene una menor carga de viento y una ventana de operación de impacto. Tres, la fluencia y el resorte significan que debe diseñar el marco de restricción con cuidado para garantizar que la forma final se mantenga dentro de las especificaciones.
P: ¿Es el vidrio curvado en caliente lo mismo que el vidrio curvo templado?
Ver respuesta
No. El vidrio doblado en caliente se recoce y la resistencia máxima no cambia con respecto al vidrio simple doblado. El templado a 600 C hace que el panel siga una forma mientras está caliente, luego dispara a 600 C para enfriar rápidamente las superficies superior e inferior, sometiéndolas a compresión y “apretarlas” o “bloquearlas” en la forma. Es este paso el que lo hace 4-5 veces más fuerte y lo prepara para Muvikir. La flexión en caliente minimiza este proceso al omitirlo por completo.
P: ¿Qué proceso es mejor para las fachadas de muros cortina?
Ver respuesta
La flexión en frío gobierna el mercado moderno de muros cortina. Fish envía paneles planos y los dobla en el marco de aluminio en el sitio sin costos de molde. Los pasos de flexión en caliente cuando se requieren radios estrechos inferiores a 500 mm, las curvas de complicación que se tuercen en dos direcciones o el perfil óptico general especificado por el arquitecto no se pueden lograr solo con flexión elástica. Mi aplicación favorita: 1.349 paneles doblados en frío forman el muro cortina en la nueva sede del IAC en Nueva York, mientras que 66 paneles doblados en caliente forman la geometría de doble curvatura de la sala de conciertos Elbphilharmonie de Hamburgo.
Nuestra perspectiva sobre esta comparación
Saiwei Glass, que somos hornos de curvado en caliente y líneas de curvado en frío, no ganará más ni menos dinero si recomendamos el proceso a los recién llegados Odusisany o Saqij familiar. La información del proceso, los plazos de entrega y los cronogramas de costos establecidos en este artículo son representativos de lo que vemos en cientos de pedidos de vidrio curvo al año para proyectos arquitectónicos, de interiores e industriales. Cuando cualquiera de los procesos podría funcionar para un proyecto, citamos ambos y dejamos que el equipo de ingeniería elija.
Referencias y fuentes
- Simulación de flexión térmica y estudio experimental de componentes de vidrio ultrafinos 3D « Centro Nacional de Información Biotecnológica (NCBI/PMC), 2024
- Investigaciones numéricas y experimentales sobre el estado de estrés inherente del vidrio doblado en frío « glassonweb.com
- Control de Calidad y Especificación para Distorsiones de Vidrio Curvo « glassonweb.com
- Vidrio Curvo para Fachadas y Edificios Arquitectónicos « Guardanță de ochelari
- Recocido y Templado “ Curso IMI-NFG sobre Procesamiento en Vidrio «Universidad de Lehigh
- Estudio sobre la respuesta mecánica del vidrio aislante anticlástico de flexión en frío « PLOS One / PMC