Get in Touch with Saiweiglass

Updated June 2026 • Reviewed by the SW Glass technical team
Silk screen printing on glass for industrial panels is how the bezels, icons, scale markings, and light-blocking borders end up on the HMI cover glass, instrument fascias, and control-panel overlays you touch every day. Unlike a printed label, a fired ceramic screen print becomes part of the glass surface, so it survives years of oil mist, solvent wipe-downs, and abrasion that would scrub a sticker off in weeks. This guide is written for the engineer or buyer who has to specify that panel correctly the first time.
In one paragraph: Silk screen printing on glass pushes a ceramic-frit ink through a fine mesh stencil onto annealed glass, then fuses it during tempering at roughly 600-700 °C so the print is molecularly bonded and effectively permanent. For industrial panels, ceramic frit is the durable choice over organic or UV-curable inks, the artwork must be printed before tempering, and the print is qualified against adhesion, abrasion, thermal-cycling, and UV-weathering tests.
Key points (most surprising first)
- A print that passes incoming inspection can still fail after assembly – improper cure shows up under heat, stress, and handling, not in the sample.
- “You can’t print after tempering” is only true for ceramic frit; low-temperature organic and UV inks can print onto already-tempered glass for indoor panels.
- Fired ceramic frit lasts the life of the glass; organic ink is generally an interior-only choice that fades under UV.
- Screen and digital printing aren’t an either/or decision – many fabricators run both and switch by job.
What Is Silk Screen Printing on Glass?
Silk screen printing on glass is an industrial printing process: a ceramic-frit ink is forced through the open areas of a fine mesh stencil onto flat glass with a squeegee, then fired so the ink fuses into the surface. The ink is a vitreous enamel — finely ground glass plus metal-oxide pigment — so firing melts that glass component and welds the graphic permanently to the substrate.
What matters for panels is the firing step. As Glass Magazine documents, ceramic ink is heated to about 1,100 °F (600 °C) and must be tempered to cure – at which point it’s fused, not merely dried, onto the glass. That’s why a fired screen print resists scratching, cleaning chemicals, and UV that strip ordinary surface coatings. For an industrial panel, this is the difference between a legend that’s still legible after five years on a factory floor and one that wear off.
You will see the method called silk screen glass, glass screen printing, or silk printing glass; the name shifts but the versatility holds, which is why it appears across so many glass products, from custom designs on architectural panels to tactile control surfaces. There is a craft end of the field too, where silk screen stencils decorate fused glass art and the how-to differs from panel work, but this guide stays on the industrial side, where a printed panel has to land a desired design to the millimetre.
How Ceramic Frit Screen Printing Works: The 6-Step Process
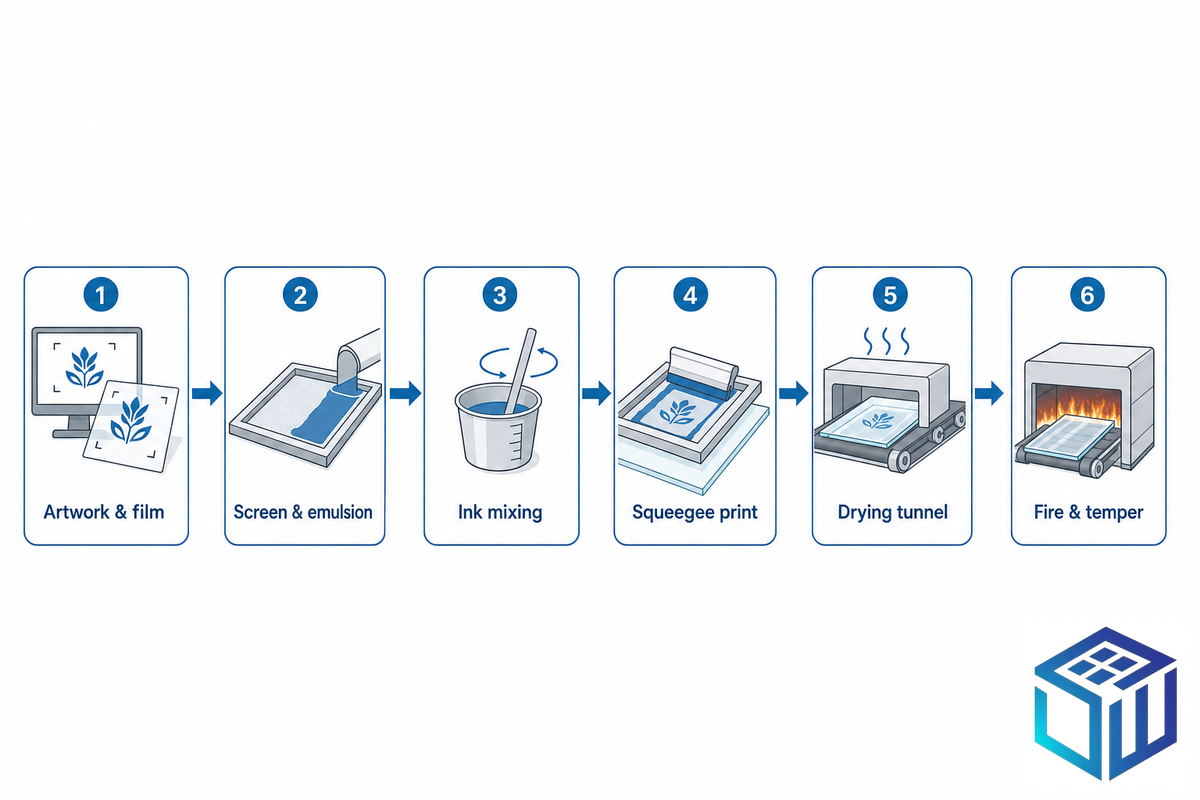
Ceramic frit screen printing runs through six controlled stages, from artwork to a final firing that fuses the ink during tempering. The numbers that govern each stage — firing temperature, mesh count, registration, and ink-film thickness — are summarised below, and quality is won or lost at the drying and firing steps.
Quick Specs, Ceramic Frit Screen Printing
| Ink-fusion / firing temperature | ~600–700 °C (fused during tempering) |
| Drying tunnel (solvent flash-off) | 150–200 °C |
| Mesh count | 60–400 threads/inch (80–120 opaque, 200–400 fine detail) |
| Print registration | ±0.1 mm (cover glass) / ±0.5 mm (architectural) |
| Ink-film thickness | 15–40 µm (vs 5–15 µm digital) |
The work move through six controlled stages, and quality is won or lost at the drying and firing steps:
- Artwork & film output – each colour become a separate film positive and its own screen; registration marks are set.
- Screen & stencil making – the mesh is coated with a photosensitive emulsion, exposed to UV through the positive, and washed out to leave the open image.
- Ink mixing & viscosity control – metal-oxide pigment plus glass-making powder is mixed and tuned to the mesh; too thick clogs the mesh, too thin bleeds under the stencil.
- Printing – the glass is held by vacuum and a squeegee drive the ink through the mesh; squeegee pressure, angle, and off-contact set the result.
- Drying – a 150-200 °C tunnel flashes off solvent; rushing this stage is a leading cause of print defects.
- Firing & tempering – the glass enters the tempering oven, where the same heat that toughens the glass fuses the pigment into the surface.
📐 Engineering Note — mesh selection
Mesh count drives ink deposit more than the paint does. For a solid, light-blocking black border you want an 80-120 TPI mesh to lay down a thick, opaque film; for a 0.15 mm icon outline or fine warning text you move to 200-400 TPI to hold the detail. A practical rule: pick the lowest mesh count that still hold your smallest feature, because every extra thread thins the deposit and lowers opacity.
Practitioners on the screen-printing community describe the durable method bluntly: push dry ceramic-frit powder through the screen and fire it to the glass. Field reports also flag off-contact distance as a recurring failure point – too little off-contact and the mesh sticks to the glass, leaving a sticky “pock-mark” defect.
None of the silk screen printing process is exotic on its own: a fine mesh screen, a stencil whose unexposed resin has washed out to leave the image, and ink driven across the surface of the glass. What turns it into a production capability is the materials and equipment that bracket the print, from the drying tunnel and the tempering kiln to the in-line fabrication steps that cut, edge, and coat the lite. Because the press lays the artwork directly onto annealed glass and the emulsion has hardened only where it should, repeatability comes down to holding each stage steady.
Choosing the Right Ink: Ceramic Frit vs Organic vs UV-Curable
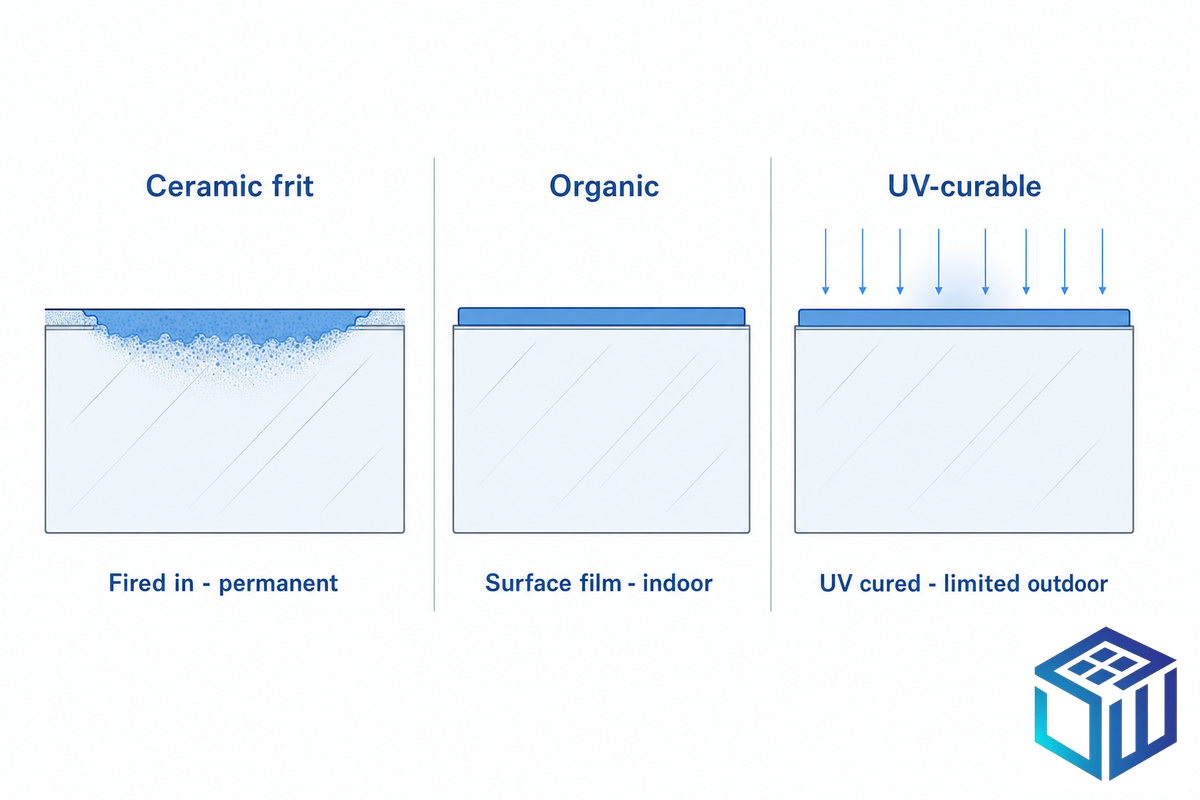
A common purchasing mistake is choosing ink on colour and price instead of environment. An organic ink that looks identical on the sample bench can fade and scratch off within a couple of years outdoors. To decide deterministically, work the 5-Factor Panel-Ink Selection Matrix – rate your panel on environment, substrate, opacity, durability, and run size, then read the recommended ink.
| Selection factor | Ceramic frit | Organic | UV-curable |
|---|---|---|---|
| Firing / cure | 600–700 °C (fused) | 150–200 °C (dried) | Room temp (UV cure) |
| Outdoor / UV life | Life of the glass | ~5–10 yr exterior; interior preferred | Limited exterior |
| Scratch / chemical | Excellent (part of glass) | Poor | Moderate |
| Colour gamut | Strong solids; limited reds/yellows | Wide | Wide |
| Best run size | 500+ pcs (screen amortized) | Indoor short runs | Low-volume / custom |
Durability bands compiled from industry fabricator data and trade-press reporting; firing range corroborated by patent and standards literature.
Ceramic frit firing temperatures reported in the patent record line up with that band: one automotive-enamel patent specifies firing from about 500–705 °C, while trade sources put enamel-frit softening at 565–815 °C. One nuance that catches reorders: ceramic frit has a narrower red/yellow gamut than organic ink, so warning-colour and logo matching should be locked to a master colour standard (we hold ΔE ≤ 2.0) before the first production run, not after.
“Ceramic ink is fused to the glass, so its life expectancy is unlimited; organic inks are better kept to interior use, where UV won’t fade them.”
The type of ink used also drives colour vibrancy and whether a panel can carry a food safe rating, which ceramic frit can offer and organic inks usually cannot. With the ink printed and fired, the ink application is permanent, so this is a choice you lock in at the artwork stage rather than the finishing line.
Which Glass Can Be Screen Printed? Substrate Selection & the Print-Then-Temper Rule
Almost any flat process glass can be screen printed, but the substrate set the thickness range and the process order. For thin HMI cover glass below 1 mm, chemically strengthened and aluminosilicate glass give the surface needed to hold fine detail; for thicker appliance and equipment panels, soda-lime and low-iron float dominate.
| Glass type | Thickness | Print sequence | Typical panel use |
|---|---|---|---|
| Soda-lime float | 2–19 mm | Print before tempering | Appliance & equipment fascias |
| Low-iron (ultra-clear) | 3–19 mm | Print before tempering | Colour-critical displays |
| Annealed float | 2–19 mm | Print, then temper or leave annealed | Interior non-safety panels |
| Tempered (toughened) | 3–19 mm | Print before tempering only | Safety panels & facades |
| Chemically strengthened | 0.5–2 mm | Print before or after strengthening | Thin HMI / touch cover glass |
| Aluminosilicate | 0.5–3 mm | Print before strengthening | Ruggedized cover glass |
| Borosilicate (Borofloat 33) | 2–10 mm | Adjust for higher softening point | High-temp / lab panels |
| Display glass (Eagle XG) | 0.3–1.1 mm | Print before | Thin display cover glass |
| Laminated (component lite) | 6–40 mm assembly | Print on lite before laminating | Acoustic / safety glazing |
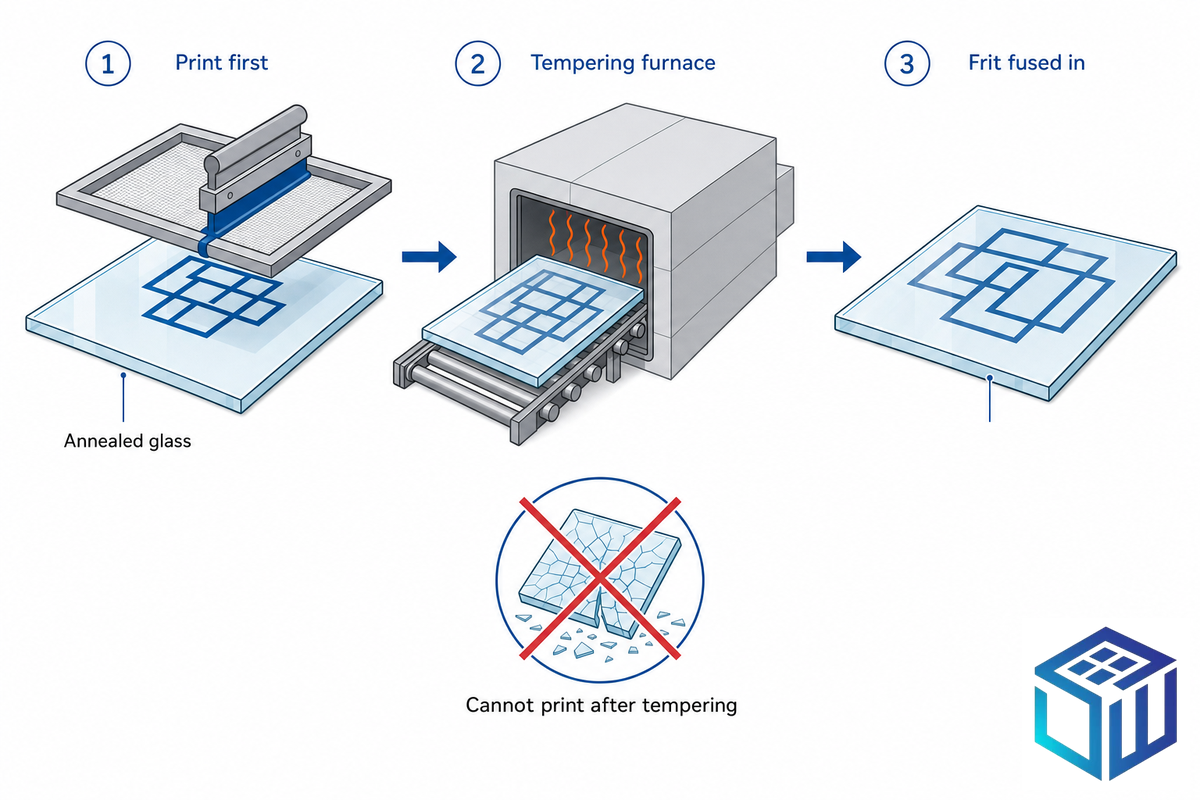
⚠️ The Print-Then-Temper Sequencing Rule
Ceramic frit can only be applied to annealed glass, before it’s tempered: you can’t screen-print ceramic frit onto a piece of glass that’s already tempered; it will break when re-heated. This is exactly what a screen-print enamel patent describes, whereby frit applied to the glass (prior to bending) and fired in the tempering oven 600-650C; it’s now fused to the glass. What most guidance miss, though, is the conditional; it refers to ceramic frit. For a flat panel for indoor display applications a low-temperature organic or UV ink can be screen- or inkjet-printed onto already-tempered glass (which means a surface adhesion trade off against the durability of fused ceramic).
The popular glass types for printed panels reach past a single flat glass pane. A silk-screened glass lite can be built into a laminated glass safety assembly, sealed into an insulated glass unit, or formed into curved surfaces during the same bend-and-temper cycle for automotive clusters. One boundary worth repeating: ceramic frit can be tempered but not heat-strengthened, so a heat-strengthened panel rules out fired frit.
Screen Printing for Industrial Control Panels & HMIs
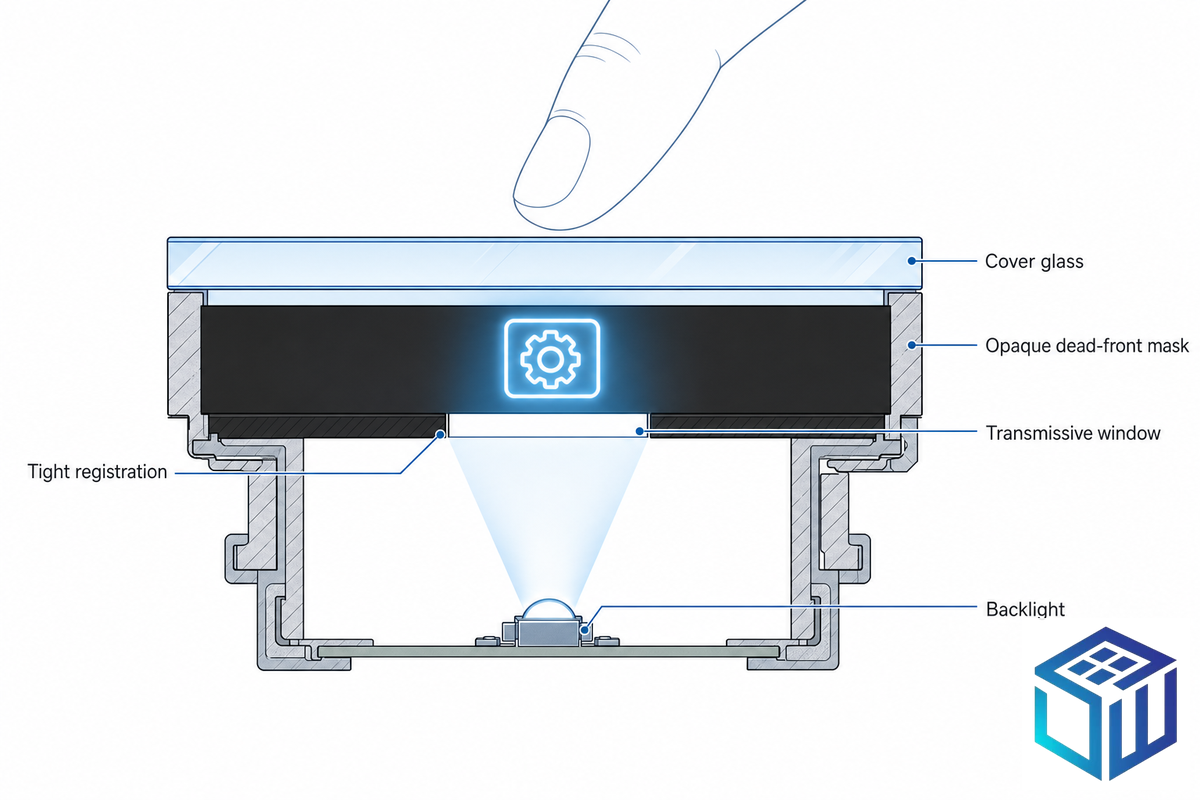
This brings silk screen printing on glass in; HMI touch-screen panels, instrument fascias, control panels, elevator interfaces and PLC displays. But the classic example is the “dead-front”; where an opaque “mask” hides elements on the display until they’re lit through cut-outs in the ink.
📐 The Dead-Front Printing Window
A display-grade dead-front lives inside a tight set of parameters. The opaque masked area has to block enough ambient light to hide dark icons — one HMI cover-glass spec sheet, for instance, calls for ambient transmission under 2% (the same thing as roughly ≥98% opacity) — while the backlit windows have to pass enough light to read, with vendor spec sheets often landing somewhere around 80–90% transmittance. The registration then has to be tight enough that the printed outline lands on the capacitive-touch edges, and we hold ±0.1 mm on cover glass. The opaque masking layer is itself a colored ceramic-frit formulation of glass and metal-oxide pigment, the kind documented in the patent record.
Another critical aspect for a printed control-panel, which is frequently overlooked by printer guidelines, is that the glass is just one part of a “sealed assembly”, or as the IEC 60529 standard calls it, the panel itself usually carries an ingress protection rating, typically “IP65 or better”. In a sealed panel application, such as a controls enclosure protected by an IP gasket system, the printing can’t be too close to the perimeter because it interfere with the seals and may need to withstand the chemicals used for washing down the equipment (or solvents for cleaning off oil/grease, see later). If your team are designing an enclosure, they’ll need to tell you where the seals run, so that any edge-print is outside the perimeter clear zone – moving print after your tooling has been manufactured is, of course, expensive.
Imagine qualifying a 4mm tempered glass machine-human interface for factory use; the surface is constantly exposed to oil, solvents (as wipe-down), and frequent gloved use. After 6 months, an applied film sticker or an organic screen print will be yellowed and may even delaminate. For one such project, where we helped a German manufacturer qualify a product for extreme conditions, we produced a multi-colour ceramic “print” and added anti-fingerprint and anti-glare coatings; the panel exceeded 500 hour salt-spray testing, plus 10,000 “touch-cycle” abrasion testing – organic prints will simply not achieve this level of toughness. “Organic inks,” one display-glass expert notes, “aren’t inherently scratch-resistant” and show degradation under U.V., moisture, and heat; fitting an organic print to an outdoor (or automotive) control would be a clear mistake.
Silk Screen vs Digital Printing on Glass: Which for Your Panel Run?
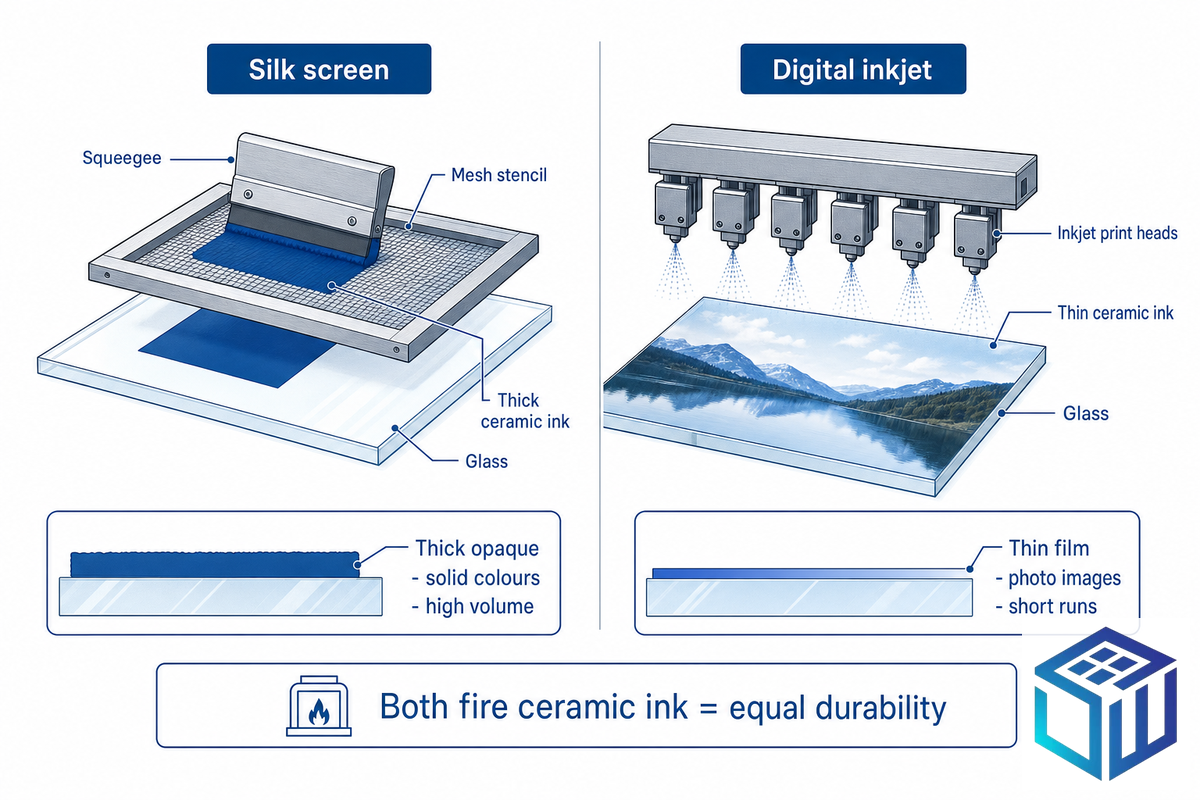
Because both methods can use fired ceramic ink, the choice comes down to colour count, run size, and image type, not durability. The honest production-floor view is that they are complementary rather than competitors: silkscreen is the cost-effective route for a single colour with repetitive patterns, while digital suits low-volume, custom artwork. Both fuse the same ceramic frit (fired at roughly 500–705 °C), so the decision is purely economic.
✔ Silk screen wins when
- 1-4 solid colours (screen printing tops out around four colours)
- Run size 500+ pcs, screen cost amortizes
- Thick, opaque deposits (15–40 µm) for dead-front masks
- Repeatable Pantone/RAL solids across a batch
⚠ Digital wins when
- Photographic images, gradients, multi-colour artwork
- Short runs / prototypes (no screen to make)
- Frequent artwork changes (just edit the file)
- Custom one-offs where tooling cost dominates
A useful decision rule: if your panel is one to three solid colours and you’re ordering 500 or more, screen printing is cheaper and lays down a more opaque dead-front. Photographic detail, gradients, or sub-100-piece runs point to digital. And because warning-colour repeatability matters for replacement panels years later, lock your colour standard regardless of method.
Integrating AG, AR & AF Coatings with the Print
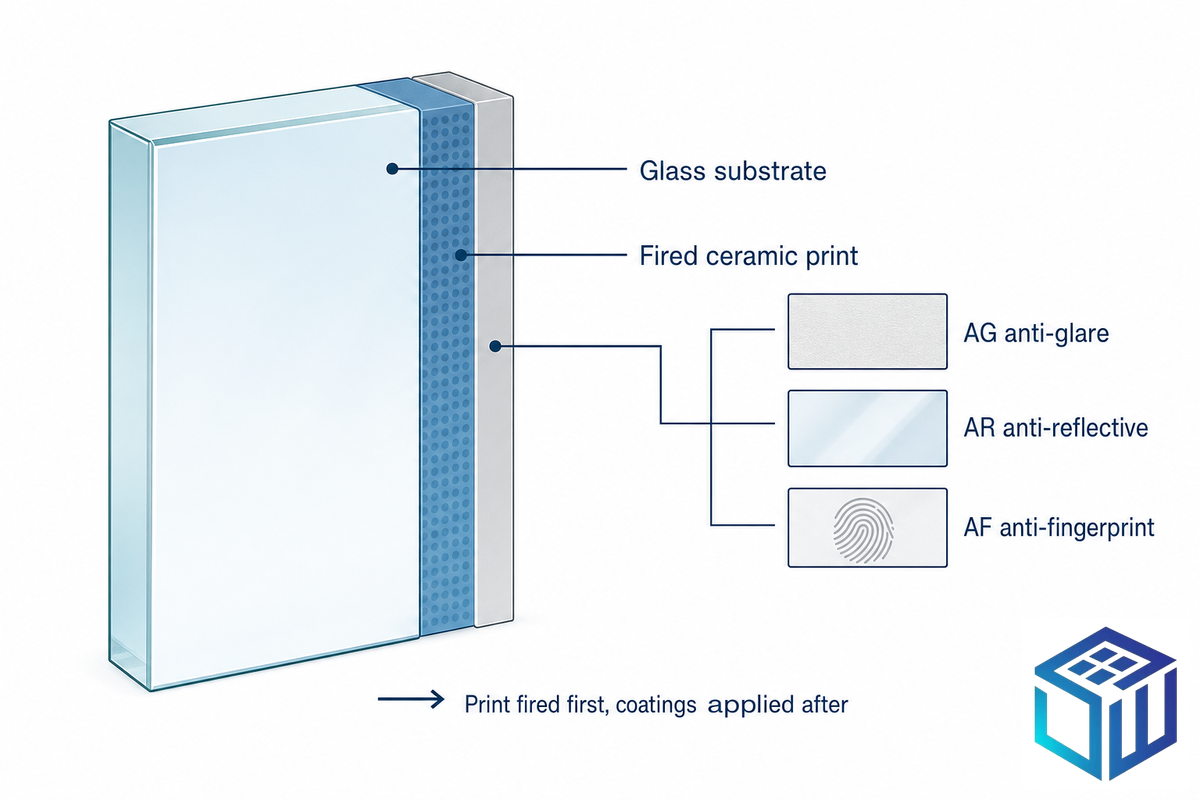
Industrial panels rarely want a bare printed surface. Anti-glare (AG) cuts reflection under overhead factory lighting so an operator can read the screen; anti-reflective (AR) raises transmission for backlit displays; anti-fingerprint (AF) keeps a touch surface clean. But the print and the coatings compete for the same surface, so sequencing matters.
Each treatment also carries its own measurable target. An anti-glare etch is specified by gloss and haze — in our process that runs to a gloss of 5010 or 7010 with haze in the 4.7–11 band and surface roughness near Ra 0.12–0.15 µm — trading a little edge sharpness for far less mirror reflection under overhead lighting. An anti-reflective vacuum coating lifts single-sided transmission above 94% (over 98% double-sided), which matters most on a backlit dead-front where every percent of light reaches the operator. An anti-fingerprint nano-coating holds a water contact angle near 105°, so oils and smudges wipe off a daily-handled panel instead of smearing across the icons.
📐 Engineering Note — coating × print order
Because ceramic frit is fired during tempering, the print is laid down first and the high-temperature step lock it in; surface treatments that can’t survive the tempering oven are applied afterward, in an order set by which layer must touch the glass directly. Patent work shows fired enamel and a functional (for example, infrared-reflective) coating can coexist on a tempered substrate. The practical move: hand your fabricator the full treatment stack – print, AG/AR/AF, any conductive layer – up front so they can sequence the operations and avoid masking rework that adds days to the sample.
Durability, Adhesion & QC Standards for Printed Panel Glass
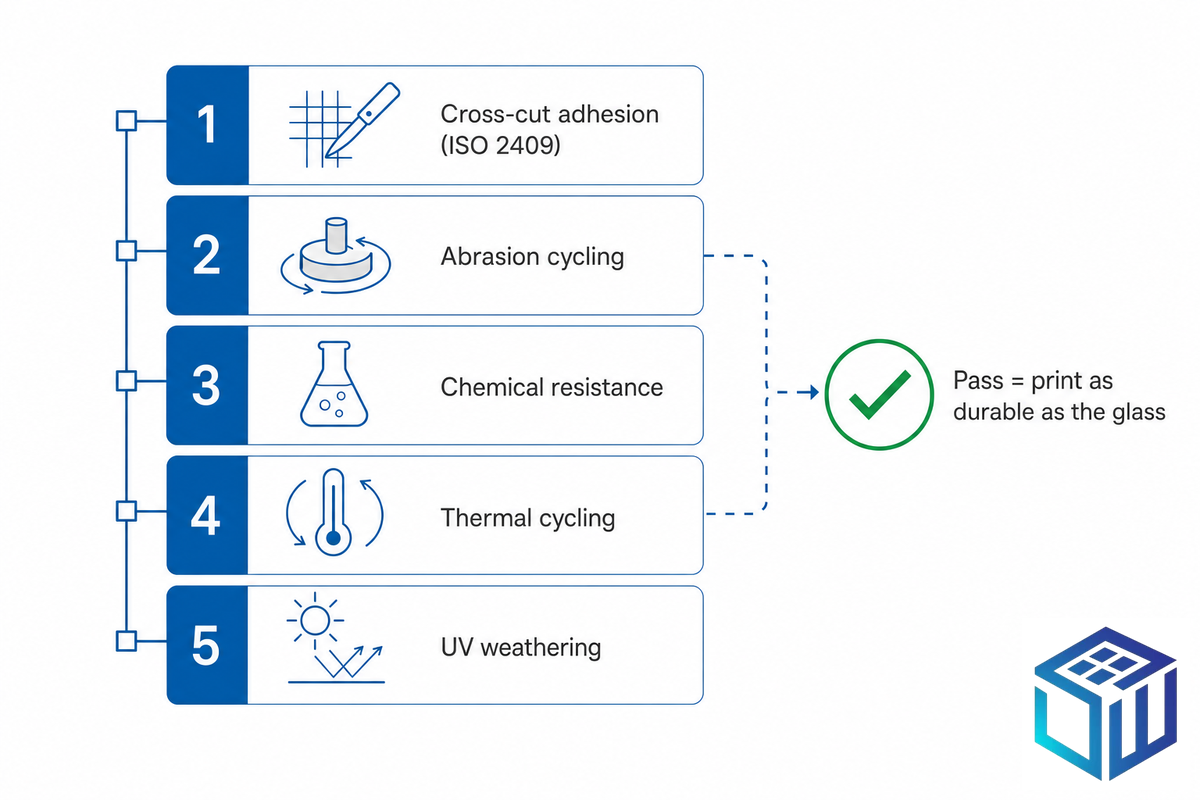
“Durable” is the word every supplier uses and few back with a test. For an industrial panel, qualify the print against a measurable gauntlet – the Industrial-Panel Durability Qualification Stack: adhesion, abrasion, chemical, thermal cycling, and UV weathering.
| Test | Reference | Pass criterion |
|---|---|---|
| Cross-cut adhesion | ISO 2409 (primary for glass) | No delamination at the lattice cut |
| Tape adhesion (coarser) | ASTM D3359 (metallic-origin) | Class 4B–5B |
| Abrasion | Cycle test | No legible loss after 10,000 cycles |
| Thermal cycling | −40 to +85 °C | No cracking / colour shift |
| UV weathering | Accelerated, 1,000+ hr | No fade (ceramic) / quantified for organic |
A word on the adhesion test. The cross-cut method is the right tool, but the reference matters: ISO 2409 explicitly covers non-metallic substrates, which makes it the cleaner fit for fired enamel on glass. ASTM D3359 was developed around ductile coatings on metallic substrates and cannot distinguish higher adhesion levels, so although panel fabricators often quote a 4B/5B D3359 rating, treat it as a coarser screen than ISO 2409.
The substrate behind the print also has a published spec: fully tempered glass carries a surface compression above 69 MPa and a fragmentation count of roughly 40+ pieces in a 50×50 mm area under ASTM C1048 / EN 12150. The most useful field insight is a timing one: an improperly cured print can pass incoming inspection and only fail later under stress, heat, or handling – so qualify on real production glass, not just the sample.
Cost Drivers, MOQ & Lead Time for Custom Printed Glass

Printed-panel pricing has four levers: the glass type, the ink, the design (colours and coverage), and the run size. Public figures are L4 marketplace data and should be read as directional, not quotes: base tempered glass runs roughly 18-30 USD per square foot in 2026, and bulk silk-screened ceramic-frit tempered glass appears on B2B marketplaces from around 24.50 USD per square meter at export volumes. The screen-print operation itself typically adds a few dollars per square foot over raw float. Orders that must also pass cross-hatch adhesion (ISO 2409) and abrasion qualification carry added inspection cost on top of the base glass.
📐 Worked example — where the cost goes
For example: consider a 2 colour dead-front HMI on 0.7mm chemically strengthened glass at 1,000 pieces. 2 colours means 2 separate screens and 2 extra print/dry passes, nearly doubling the print labour & screen tooling cost of the simple border with only 1 colour. screen cost is per design anyway, so the 100 piece to 1000 piece transition makes the tooling cost 10x lower per unit, and so explains screen printing’s swing from ‘most expensive’ to ‘cheapest’ at typical industrial program volumes.
Typical order parameters
- MOQ: ~100 pcs custom screen, ~500 pcs for price-optimizing.
- Sample lead time: 5–10 working days (includes screen making)
- production period: 15-25 working days (depends on different size and coating technology)
- Up to 6 colours, each a separate screen and a registration pass.
Beyond Panels: Architectural Frit, Spandrel & Bird-Safe Glass

The same ceramic-frit chemistry is present at the architecture level. Architectural uses include opaque frit on spandrel glass to conceal floor slabs and structure, and gradient frit patterns to cut incoming solar heat gain. Dot- or line-pattern frit, by contrast, makes otherwise invisible facade glass highly visible to birds — a use now named as compliant in the policy database maintained by Yale’s Bird-Friendly Building Initiative.
For both architectural and bird-safe applications, the substrate glass must be panel-grade; however, applications are regulated according to separate standards — some such as 16 CFR 1201 and ANSI Z97.1 address safety glazing, while others focus on bird-safe or ornamental features. A key consideration for an industrial-panel consumer is that there is now enough market demand to quantify frit-based bird safe glass in a separate category, which is explored below.
What’s Changing in 2026: Dead-Front HMI, Bird-Safe Mandates & the Digital Shift

Two forces are reshaping where fired ceramic-frit glass gets specified, and neither is a market-size statistic. The first is regulatory: mandatory building codes already require treated or fritted glass — Toronto’s decade-old Green Standard, New York’s 2020 Local Law 15, and San Francisco’s 2011 rules. The newly introduced 2025 Bird-Safe Buildings Act (H.R.3268), referred to subcommittee so far, continues the trend.
A policy database from Yale tracks the regional requirements that accept fritted facades for compliance, and these codes expressly name fired-in, permanently fused frit as a qualifying material — which keeps demand for screen-printed facade glass on the uptick into 2026.
The second force is a process shift: fabricators are migrating from analog silk screen to digital ceramic inkjet, with equipment vendors openly positioning digital as the “alternative to analog screen printing”. For a panel buyer this is only a change of deposition method, not chemistry — both routes still fire the same ceramic frit, so the lifetime-durability case for fired ceramic on industrial panels is unchanged. The practical takeaway for a 2026 build is concrete: lock your colour standard now, qualify the print against the durability stack above, and choose screen or digital by colour count and run size rather than by which is newer. Smart-cockpit and HMI demand is the backdrop pulling all of this forward, but the engineering decision stays the same.
Frequently Asked Questions
What ink is used for screen printing on glass for industrial panels?
View Answer
The industry-standard method is ceramic frit (also called ceramic enamel) ink-finely ground glass and metal-oxide pigment-fired at roughly 600-700°C while glass tempering so the ink fuses into the glass surface and is resistant to UV, cleaning chemicals and abrasion permanently. Low-temperature organic and UV-curable inks are available for indoor or short-run jobs that don’t go outdoors and are less prone to heavy use, but aren’t ideal when it’s exposed to the elements, solvents, or rigorous use.
Can you silk screen print on tempered glass?
View Answer
Not with ceramic frit, and not after the fact. Ceramic frit must be printed onto annealed glass and fired as the glass is tempered, because reheating already-tempered glass to fuse the ink would shatter it — the print and the temper happen together. Low-temperature organic or UV inks are the exception: they can be applied to glass that is already tempered for indoor panels, trading fused permanence for ordinary surface adhesion that is more prone to wear.
How durable is screen printed glass on a control panel?
View Answer
After firing, a ceramic-frit print is effectively as durable as the glass itself — it does not peel, fade, or wash off. It is qualified against cross-cut adhesion (ISO 2409), abrasion cycling, thermal cycling (−40 to +85 °C), chemical resistance, and 1,000+ hours of UV weathering; panels that add anti-glare and anti-fingerprint layers often clear a 500-hour salt-spray test and a 10,000-cycle abrasion test.
What’s the difference between silk screen and digital printing on glass?
View Answer
Screen printing pushes ink through a stencil for thick, opaque solid colours and is cheapest at volume; digital inkjet sprays a thinner film for photographic images and short runs without a screen. Both can fire ceramic ink to the same durability.
Can screen printing be combined with an anti-glare (AG) coating?
View Answer
Yes. Industrial HMI panels often pair a screen-printed dead-front with AG, AR, or AF coatings. The print is fired during tempering first; the coatings follow in a fabricator-set sequence, so share the full treatment stack early to avoid mask rework.
How much does custom screen printed panel glass cost?
View Answer
Cost depends on four drivers: glass type and thickness, ink type (ceramic frit is the durable premium), design complexity, and run size. As a directional reference, base tempered glass runs roughly 18-30 USD per sq ft, and the screen print adds a few dollars per sq ft. Because each colour needs its own screen, multi-colour designs cost more at low volume but spread cheaply across larger runs. Send your artwork, colour count, substrate, and quantity for a quote.
What is dead-front glass printing?
View Answer
Dead-front printing masks a glass panel with an opaque ceramic layer so icons and indicators stay hidden until a backlight illuminates them through transmissive windows. The masked area is printed to high opacity (often >98%) and registration holds roughly ±0.1 mm so borders align with the backlight.
About This Analysis
This guide draws on the firing temperatures, registration tolerances, and durability qualification thresholds we hold across SW Glass’s in-house silk screen printing on glass line, cross-checked against published standards and patent literature. Where a number is an industry or marketplace figure rather than a verified standard, we’ve framed it as directional. Reviewed by the SW Glass technical team.
References & Sources
- ISO 2409:2020, Paints and varnishes: Cross-cut test — International Organization for Standardization
- Thermally Toughened Safety Glass: Flexural Strength & Fragmentation (ASTM C1048) — Glass on Web
- Enamel Frits for Glass and Ceramic Decorating — Ceramic Industry
- A Checklist for Glass Printing — Glass Magazine (National Glass Association)
- Ideal Applications for Ceramic Frit and Silicone Coatings — Glass Magazine
- WO2020256887A1, Colored glass frit/enamel firing 500–705 °C — Google Patents
- DE19605617A1, Lead/cadmium-free black glass frit, fired before bending — Google Patents
- H.R.3268, Federal Bird-Safe Buildings Act of 2025 (introduced) — U.S. Congress
- U.S. Bird-Friendly Building Policy Database — Yale Bird-Friendly Building Initiative