Marine Navigation Display — Harsh Environment
MARINE
AG COATING
MULTI-COLOR PRINTING
Challenge:
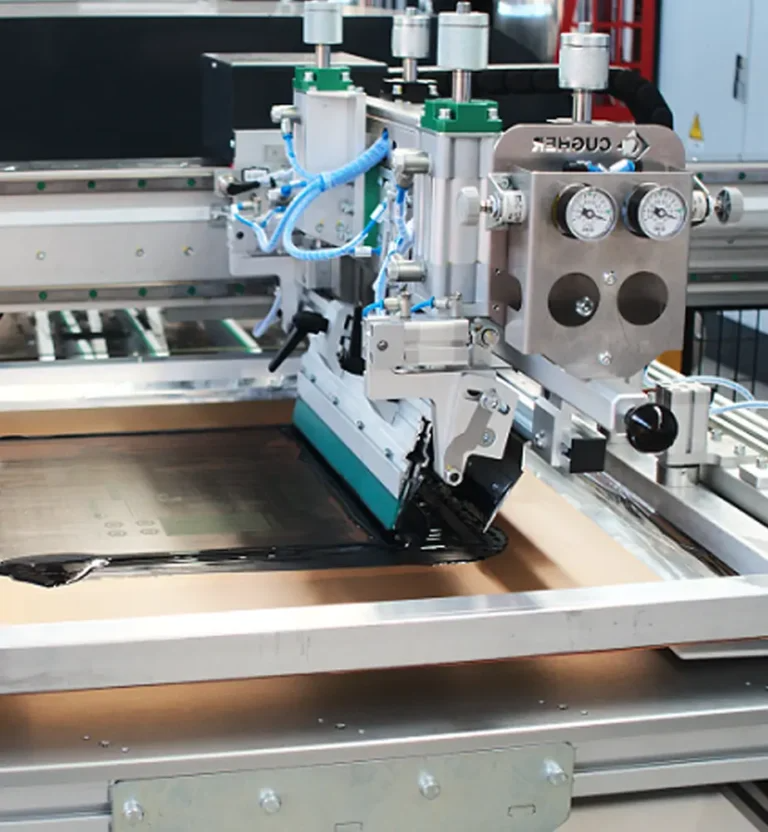
A European OEM for marine navigation equipment sought 162mm × 130mm display cover glass for installation on vessel GPS systems. The operating environment exposes the glass to salt spray, UV rays, high humidity. The glass need to have a single side AG finish to allow ease of viewing during sunny conditions, with multi-color printing graphics (black, white, red, green) for on-screen controls.
Solution:
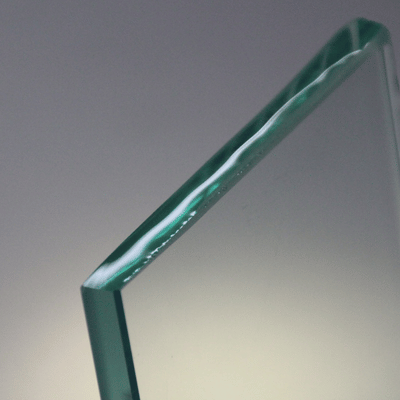
We selected 2.0mm soda-lime glass with pencil polished edges plus single-side AG finish (Gloss 50±10, Haze 11, Ra 0.15), followed by chemical strengthening. The AG specimen and de-edged surfaces were tested for adherence to salt spray test requirements, four-color silk screen printing on held with high-temperature ink to prevent fading during the extreme UV exposure.