Get in Touch with Saiweiglass
★★★★★
Verified Quality
Glass Quality Inspection: Precision Testing for Every Product
From raw substrate specifications confirmation to completed shipment batch sampling our on-site QC laboratory employs 20+ dedicated analytical instruments to ensure each ware that leaves our facility conforms precisely to the specifications you requisitioned. No margin for error – only proven data.

16+
Years of Precision Glass Manufacturing
20+
QC Testing Instruments
5,000
m² Production Facility
90
Team Members Including QC Engineers
What Is Glass Quality Inspection?
Quality check of glass comprises all the scrutinizing of the glass in relation to the relevant quality criteria at all phases of the manufacturing process – from the reception of respective raw materials right up until delivered finished parts include calibrations, standard test procedures and limitation adherence checks to ensure conformance with design specifications.
Given that commodity building materials, simple visual inspection might be enough, precision-quality glasses need quantified, also by direct measurements taken from test artifacts. For a coverslip to be used as a diagnostic display for a medical solution, surface flaws acceptable for building materials may not be tolerable; for a lens with an anti-reflective coating used on an automotive head-up display, optical transmittance readings may need to be within hundredths of a percent. Glass inspection closes the gap in vigilance between flaw detection threshold by eye and actual performance needs.
Inspection in the glass industry occurs in relation to five main properties: mechanical robustness (can it withstand jostling during processing and installation?), optical transparency (will the light traverse the media without distortion?), surface coating uniformity (is the layer consistently deposited and adherent?), form accuracy (will it fit precisely within the device architecture?), and endurance under environmental influence (will it maintain performance over time?). Each of these qualities are catered for with instrumentation, test procedures and acceptance limits codified by relevant standards such as those implemented by ASTM or ISO.
When procuring directly from a transparent supplier or contract manufacturer, a prospective OEM’s inspection capacity plays a significant role in determining rejection rate of incoming merchandise, downtime and line efficiency, and end-product quality integrity. Suppliers who support quality monitoring with calibrated measurements and reports of quantitative results based on industry standards invariably perform better than those without.
Why Quality Control Matters in Precision Glass Manufacturing
Sorting of products with microscopic defects, such as a 0.5μm deep scratch on a coated notable lightguide, or a gauge deviation of less than tenths of a percent on a transmissive coated anti-glare panel, is the only way to prevent customer rejections, product recalls and field failures.
Unlike most manufacturing streams, the glass industry inspects products in terms of five unique physical attributes; chemical composition, physical type, surface finish, shape and dimension, and internal flaws. Due to the very nature of physical flaws such as inclusions and microcracks, a visual check may not be enough to detect them, although they will eventually pop up in final application due to thermal stress or mechanical impact.
A logical, economical reason exists for deploying a quality monitoring regime into the glass plant: each defective product caught at initial source costs the company only a tiny proportion of the eventual cost of a failure in field application. According to industry consulting data, the ratio of failure detection during production comparison to failure detection in service can be in excess of 1:100. When accountability for components used in medical equipment or automotive displays is even higher, the case is more obvious.
That is why our quality assurance program is not a destination, but a journey, embedded in each step of production. We test with raw materials before entering the plant, measure key parameters during fabrication, and perform extensive final inspection before shipping. The result is higher yields, less scrap, and, most importantly, glass that works in your application, like a charm.
Reduce Incoming Rejection
Documented test results for each batch translate into less re-work and re-inspection for your incoming QC team.
Lower Total Cost
Defect detection at the glass fabrication stage is hundreds of times cheaper than discovery during device assembly, or worse, post-installation.
Build Customer Confidence
When you can demonstrate to your own customers that your glass supplier tests to ASTM and ISO standards, you insure the integrity of the entire supply chain.
Glass Testing Methods: Mechanical, Optical, Surface, and Environmental
Our glass testing techniques measure every property important for your product – from whether the glass can survive a 1.2-meter fall to whether its anti-fingerprint coating still repel water after 500 hours of salt spray testing.
Mechanical Testing
Mechanically we evaluate the way glass reacts to physical forces. For tempered glass testing we simulate real-world impacts with the drop ball impact test (ANSI Z97.1) – we free fall a standard steel ball from specified heights and look at the resulting break pattern. The tempered safety glass fragmentation test counts particles in a specified area following controlled fracture, ensuring we have reliably based on the right stress state. Static pressure testing pushes tempered glass samples to their limits in a controlled environment – this is relevant to industrial control panel displays subjected to sustained pressurized contact.
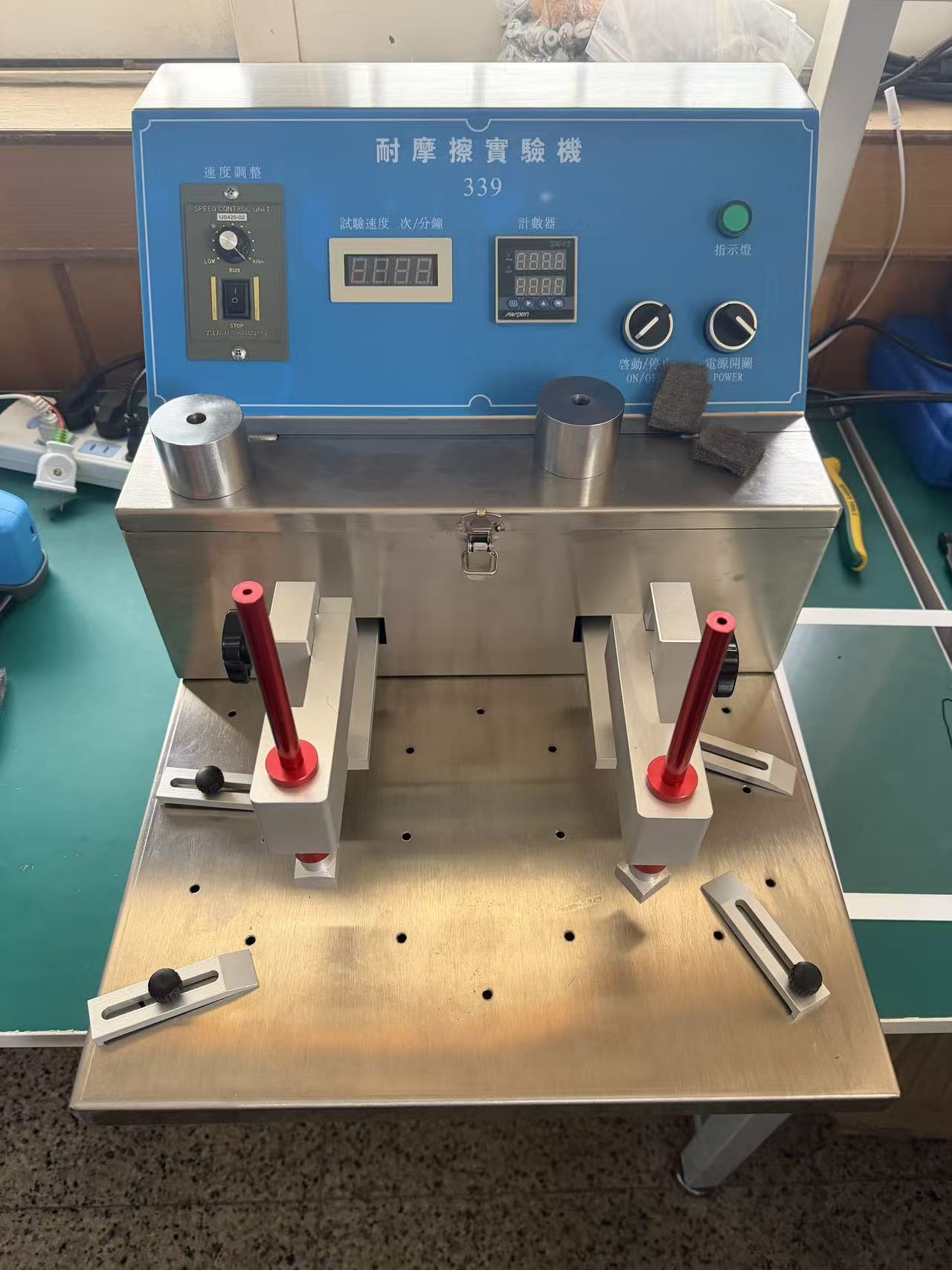
Our abrasion resistance testing apparatus cycles Taber abrasion according to ASTM D4060 – giving a wear index number. This test provides the quantification of wear that is crucial to knowing whether a cover glass with an AG coating still looks good after two years of daily occupation of a touchscreen on the factory floor.
Optical Testing
Optical properties are what set precision glass apart from your typical flat glass used in architectural applications. We measure light transmission and transmission haze using ASTM D1003 calibrated instrumentation, the standard test method for the entire optical parts industry. The BM-7 Color Brightness Meter offers laboratory-grade measurements of luminance, chromaticity, and color temperature. If accurate color matters, so must our measurements.
Gloss measurement according to ISO 2813 measures gloss levels at 20, 60 and 85 degrees. Ever wondered why two sheets of glass from different batches “look different” over the same lighting? A gloss measurement, in variables, is the objective answer. We measure refractive index for optical lens components, where the normal light path is critical.
Surface Quality Testing
Profile contact profilometers determine surface roughness, reporting Ra (average) and Rz (peak height) in accordance with ISO 4287 standards. For precision cover glass Ra specifications may vary from 0.01μm up to 0.05μm – readouts that can only be verified with dedicated metrology, not visual assessment.
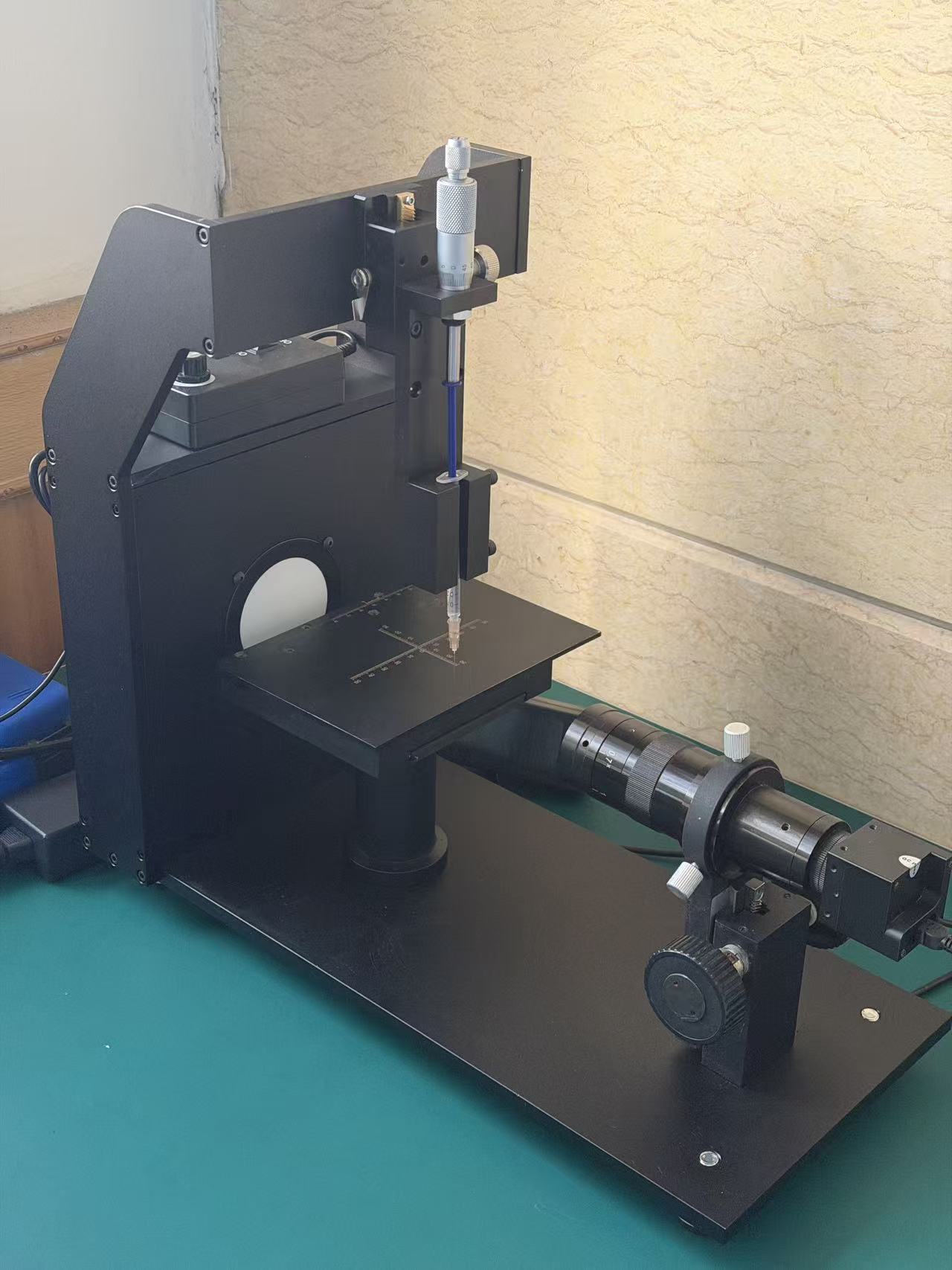
Our best indicator for anti-fingerprint (AF) coating validation is always water contact angle. Properly applied AF coating is characterized by water contact angle measurement exceeding 110 degrees—water droplets rather than spread out and run down glass surface. We re-measure after accelerated aging tests; if the coating can withstand aging and still outperform uncoated glass, it’s a winner—because an AF coating that works on day one but fails three months into service is worse than nonexistent.
Coating adhesion validation is performed in-house via cross-cut adhesion tests defined by ASTM D3359 using our tensile testing station. We cut through the coating to produce a defined grid pattern, stick a standardized adhesive strip to the surface, then peel off the tape to determine how much is coated peeled away. This is an absolute pathway requirement for AR, AG, and AF coatings on glass.
Environmental and Chemical Testing
Glass samples are subjected to salt spray testing according to ASTM B117 and ISO 9227 in a boiler with salt water and a prescribed heating profile. Coated samples are subjected to salt corrosion for 24 hours, 48 hours, or 96 hours—testing durations relative to individual customer specifications. This is an absolute pathway requirement for glass used in automotive, marine, or outdoor applications.
Glass samples are exposed to rapid fluctuations in temperature to accelerate the natural aging process—cold display glazing suddenly hit with direct sunlight, the LCD panel on a cold truck bay door in deep winter. Chemically toughened aluminosilicate (i.e., smartphone screen) glass and thick, flat medical displays often exhibit a very high degree of thermal shock resistance—which is an absolute differentiator of quality.
Glass Inspection Equipment and Laboratory Capabilities
Our QC lab is equipped with more than 20 precision measurement instruments—each calibrated against traceable standards, operated by trained technicians with documented procedures. Here’s what we measure with.
| Equipment | Test Parameter | Reference Standard | Key Specification |
|---|---|---|---|
| BM-7 Color Brightness Meter | Luminance, Chromaticity, Color Temperature | CIE Standards | ±0.001 xy chromaticity |
| Glossometer | Surface Gloss (20°/60°/85°) | ASTM D523 / ISO 2813 | 0–2000 GU range |
| Surface Roughness Tester | Ra, Rz, Rq Surface Profiles | ISO 4287 | 0.005–16 μm range |
| Abrasion Resistance Machine | Taber Wear Index, Coating Durability | ASTM D4060 | CS-10/CS-17 wheels |
| Static Pressure Tester | Load Bearing / Burst Pressure | IEC 60068 | Up to 10 kN capacity |
| Salt Spray Chamber | Corrosion Resistance | ASTM B117 / ISO 9227 | 24–1000 hr cycles |
| Drop Ball Impact Tester | Impact Resistance / Safety Classification | ANSI Z97.1 / CPSC 16 CFR 1201 | Standard 508g ball |
| Haze Meter | Haze %, Total Light Transmittance | ASTM D1003 / ISO 14782 | 0–100% T range |
| Water Contact Angle Tester | Hydrophobicity (AF Coating Verification) | — | 0°–180° measurement |
| Tensile Tester | Adhesion Strength, Pull-off Force | ASTM D3359 | Up to 5 kN capacity |
| Electrostatic Tester | Surface Resistance, Static Dissipation | IEC 61340 | 10³–10¹² Ω range |
| Video Measuring System | Dimensional Accuracy, Geometry | ISO 10360 | ±2 μm accuracy |
| Cleanliness Inspection Workshop | Particulate Contamination Level | ISO 14644 | Class 10,000 cleanroom |
Precision Testing Equipment Gallery









Calibration & Validation Standards
Calibration of each of these instruments takes place annually against standard reference samples. The results are archived for review by the customer’s auditors at any time. If a specification isn’t measurable reliably, it isn’t valid.
We also operate a separate clean surface inspection station—classified to cleanroom standards. Part of what makes glass for the most critically clean applications different from glasses in higher burden conditions is the ability to consistently maintain and validate clean surface conditions in-house.
×
![Zoomed View]()
Industry Standards and Certifications for Glass Quality
All tests we run are referenced to a relevant industry accepted specification; here are most common International and industry standards we reference.
ASTM Standards
| Standard | Scope |
|---|---|
| ASTM C1036 | Flat glass — specifications and grading |
| ASTM C1048 | Heat-strengthened and fully tempered flat glass |
| ASTM D1003 | Haze and luminous transmittance of transparent materials |
| ASTM D4060 | Abrasion resistance by Taber abraser |
| ASTM D3359 | Adhesion by tape test (cross-cut method) |
| ASTM B117 | Salt spray (fog) testing apparatus and procedure |
| ASTM D523 | Specular gloss measurement |
ISO Standards
| Standard | Scope |
|---|---|
| ISO 9227 | Corrosion tests in artificial atmospheres — salt spray |
| ISO 2813 | Determination of gloss value at 20°, 60°, 85° |
| ISO 4287 | Surface texture — profile method (Ra, Rz, Rq) |
| ISO 14782 | Determination of haze for transparent materials |
| ISO 14644 | Cleanrooms and associated controlled environments |
| ISO 10360 | Coordinate measuring systems (dimensional accuracy) |
| IEC 61340 | Electrostatics — protection of electronic devices |
The specifics of each test method, calibration procedure, sample preparation, and acceptance criteria are explicitly written out for each standard. When we state we apply a standard, this is what we mean.
For customers regulated by compliance bodies, we can provide a test report referencing relevant clause number as well as calibration serial number and date for each instrument we utilized.
Our Quality Inspection Process: Raw Material to Final Shipment
Quality is not a single checkpoint – it is a thread woven into each step of our production. Here is an actual example of a five-step inspection process in a plant producing high-precision cover glass:
1
Incoming Material
Raw glass substrates, coating chemicals, and printing inks verified against supplier certificates. Thickness, optical transmission, and surface quality measured before release to production.
2
In-Process
Critical parameters monitored at each production step: CNC machining dimensions, edge grinding quality, tempering stress levels, coating uniformity, and silk-screen print alignment.
3
Semi-Finished
After key processes (chemical strengthening, AR/AG/AF coating), intermediate inspection gates verify coating adhesion, surface roughness, and optical properties before proceeding.
4
Final Inspection
Comprehensive testing against the full specification: dimensional tolerances, optical measurements, mechanical testing, and 100% visual inspection under controlled lighting in our cleanroom.
5
Pre-Shipment
AQL sampling per customer requirements, packaging integrity check, labeling verification, and test report generation. Every shipment includes a CoC (Certificate of Conformance).
We provide a much more comprehensive inspection process than a simple pass/fail list. The key is traceability. As each batch of glass moves through our plant, all relevant tests and measurements are accumulated in a PDF report tied to a tracking number on that batch. If one of those glasses is returned with a defect after six months, we can trace it all the way back to its raw material batch number, production date, machine and operator settings, and all test results. That is professional quality management in action.
Our QC engineers are more than operators of their product testing equipment – they are practitioners in the art of glass knowledge. When a roughness measurement comes out at the edge of the specification, we inquire about the grinding/polishing wheel change cycle time. When a haze reading changes by half a percent between gray batches, we look into chamber humidity drift. That is what goes in to preventing defects rather than just weeding them out.
Glass Quality Testing Across Industries
Different fields have different quality concerns. Requirements for a display for a life-saving medical device are different from specs for a smart cockpit panel in a new vehicle. Here is an idea of how our inspection adapts for each sector:
Consumer Electronics
Cover glass for mobile phones, tablets, and wearables.
Priority testing:
Scratch resistance (abraser), water contact angle (AF coating), optical transmittance and color accuracy (BM-7), and edge strength after CNC machining.
Medical Devices
Optical components for diagnostic equipment and other laboratory use.
Priority testing:
Optical clarity, surface cleanliness (ISO 14644), chemical and debris resistance, and coating quality to ensure biocompatibility. Documentation is typically more extensive for this application.
Industrial Control
High use touchscreen glass for factory control systems and HMIs.
Priority testing:
Abrasion resistance (with gloved hands), impact resistance (drop ball), electrostatic properties (IEC 61340), print quality for icon and button silk screening.
Automotive
Cockpit cover glass, instrument cluster cover glass, and vehicle interior glass panels.
Priority testing:
Impact resistance, thermal shock resistance, salt spray durability (ASTM B117), UV stability, and tempered glass fracture pattern.
Common Glass Defects and How to Detect Them
I have listed out the types of defects we test for, but a competent inspection program requires understanding what can go wrong. We test for the following defects and their root causes:
Scratches
Linear surface marks (handling, machining, packing damage). Detected through visual inspection, using a light source under unique angles, then confirmed with a surface roughness measurement. ASTM C1036 defect grades scale is used for acceptance.
Chips & Edge Damage
Edge defects or material loss (from machining or handling). Measured with a video measurement system by size and position. The integrity of the edges in a chemically annealed vs. LCD cover glass is especially important.
Bubbles & Seeds
Gas inclusions entrapped during glass melting. Inspection under transmitted light. Specification limits are based on size (diameter) and density (number per unit area) per raw glass substrate grade.
Inclusions
Foreign matter (stone, metallic, refractory) entrained in glass matrix. Inspection under transmitted & polarized light. Even small inclusions present a stress concentration factor resulting in spontaneous fracture.
Coating Delamination
Delamination, or separation of AR, AG or AF coatings from the glass substrate. Inspection under cross cut adhesion test (ASTM D3359) and salt spray exposure. Delaminations are often indicative of poor surface preparation or coating process parameters.
Optical Distortion
Waviness or ripples seen when viewing through the finished side of the glass. More prevalent in tempered glass due to the roller wave effect during heating. Inspection under reflected image distortion test; tolerance limits apply in accordance with the application.
Surface Contamination
Contamination on the finished surface such as particles, fingerprints or chemical residue. This inspection is performed in our own cleanroom illuminated environment, using special lights. Contamination control is often the last quality gate in processing optical and medical glass parts.
Dimensional Deviation
Dimensional tolerance failures in out of tolerance thickness, length, width or hole position. Measured under video measurement system and a variety of thickness gauges. Tolerance limits for CNC-machined glass components usually are 0.05mm or tighter on the critical dimensions.
Print Defects
Color variation, registration, adhesion or blemishing issues in silk-screen printing. Color offset checked against Pantone color guide, adhesion tests by tape test, appearance inspection for blemish presence and uniformity.
Quality Expert Insight
Here is an insight most specification sheets miss: the most costly defect is not the difficult to detect defect: it is the passable defect that is delivered to the end customer, then finds its way into the application. A defect such as a small bubble whose diameter is a few microns shy of the specification limit usually will go unnoticed in the production step, but become visible to the end user. We choose to address these borderline findings and flag them to the customer in our reports, rather than risk the shipment of what otherwise seems acceptable.
Ready to Work With a Glass Supplier Who Takes Quality Seriously?
Order a sample inspection report, schedule a virtual QC lab tour, or send us your glass specification for a manufacturing and QC feasibility analysis.
Get a Free QC ConsultationFAQ: Glass Quality Inspection
The four types of quality inspection in glass manufacturing are: (1) Incoming material inspection — verifying raw glass substrates, chemicals, and coatings meet specifications before production begins. (2) In-process inspection — monitoring critical parameters like temperature, thickness, and alignment during CNC machining, tempering, or coating. (3) Final product inspection — comprehensive testing of finished glass for optical, mechanical, and dimensional compliance. (4) Pre-shipment inspection — checking packaging integrity, labeling accuracy, and sample testing before dispatch.
Key standards include ASTM C1036 (flat glass specifications), ASTM C1048 (heat-treated glass), ASTM D1003 (haze and transmittance), ASTM D4060 (abrasion resistance), ASTM B117 (salt spray testing), ISO 9227 (corrosion testing), ISO 2813 (gloss measurement), ISO 4287 (surface roughness), ISO 14782 (haze measurement), and ISO 14644 (cleanroom classification). For chemically strengthened glass, manufacturers also reference ASTM C1422 for cover glass specifications.
Precision glass manufacturers ensure quality through a five-stage inspection process: incoming material verification, in-process monitoring at each production step (cutting, grinding, tempering, coating, printing), semi-finished product checks, final comprehensive testing, and pre-shipment sampling. This is supported by an in-house QC laboratory with specialized instruments, documented procedures aligned with ISO 9001 principles, and traceability systems linking each batch to its raw material certificates and test results.
Common glass defects include scratches (detected by surface inspection under angled lighting), chips and edge damage (visual and dimensional measurement), bubbles and seeds (transmitted light inspection), inclusions (polarized light examination), coating delamination (cross-cut adhesion test), surface contamination (cleanliness inspection under UV light), optical distortion (reflection measurement), and thickness variations (non-contact measurement systems). Each defect type has specific acceptance criteria defined by ASTM and ISO standards.
Tempered glass requires additional specific tests beyond standard glass inspection. The fragmentation test (per ASTM C1048) breaks a sample and counts the particle count per 50mm×50mm area — properly tempered glass should produce small, relatively uniform fragments. Heat soak testing subjects tempered glass to sustained elevated temperatures to accelerate nickel sulfide inclusion failures that could cause spontaneous breakage in the field. Surface stress measurement using polarized light verifies the compressive stress layer depth and magnitude meet specifications.
For B2B buyers sourcing precision glass components, quality inspection directly impacts product reliability, end-user safety, and total cost of ownership. A defective cover glass on a medical device display could compromise diagnostic accuracy. A poorly tempered automotive panel could fail under thermal stress. Rigorous supplier QC reduces incoming inspection costs at the buyer’s facility, minimizes production line rejections, and provides documented evidence for regulatory compliance in sectors like medical devices (FDA) and automotive (IATF 16949).